压水堆核电厂中的小支管通常指的是与大口径管道或主要管道相连接的口径小于一定尺寸的支管。主要包括运行期间不可隔离的公称直径不大于50.8mm的仪表管、取样管,核级辅助管道系统或汽水回路系统的疏水、排气和旁路等高温高压小支管,负压真空抽气系统支管和油回路系统支管等。这些小支管在核电厂中分布广泛且数量庞大,例如某900MW核电机组核安全相关系统中约有400根小支管。
小支管与主管相连接,多用于执行测量、旁路、疏水和排气等功能。核岛小支管一旦破裂,可能导致放射性介质泄漏或控制系统的系列响应和动作;常规岛小支管的失效虽不会直接导致放射性物质外泄,但其失效也可能导致机组降功率、功率大幅度波动、非计划停机和停堆、带压堵漏等,对机组的安全性和经济性也造成一定影响。

国内外核电厂相关运行经验表明,由于受到机械疲劳、热疲劳、流动加速腐蚀、应力腐蚀开裂、外壁振动接触磨损等老化机理的长期作用,小支管及其焊接接头会发生疲劳断裂、局部减薄、局部开裂、破裂等老化效应,其失效可能导致介质泄漏、仪表示数不正确,严重者甚至可能导致停堆、停机或降功率运行。其中,核电行业相关统计数据表明,公称直径小于50.8mm的小支管失效占所有失效管道的46.6%,失效形式中泄漏占75.6%。美国电力研究院(EPRI)的统计结果表明,小支管插套焊缝疲劳断裂是主要的失效形式,其主要失效原因是振动疲劳。因此,有必要加强小支管的老化管理和监测检测技术的研发和应用,特别在机组长期服役后,老化敏感且失效后果严重小支管的老化管理和监测检测工作变得越加迫切和重要。
小支管焊接接头的监测检测
通常,小支管与主管可采用的支管连接结构主要有:支管台(螺纹连接支管台、插套焊支管台、对接焊支管台)、半管接头、焊接支管、三通或四通等。本文重点分析讨论核电厂较常见的采用支管台连接结构的小支管及其焊接接头,其结构示意如图1所示。
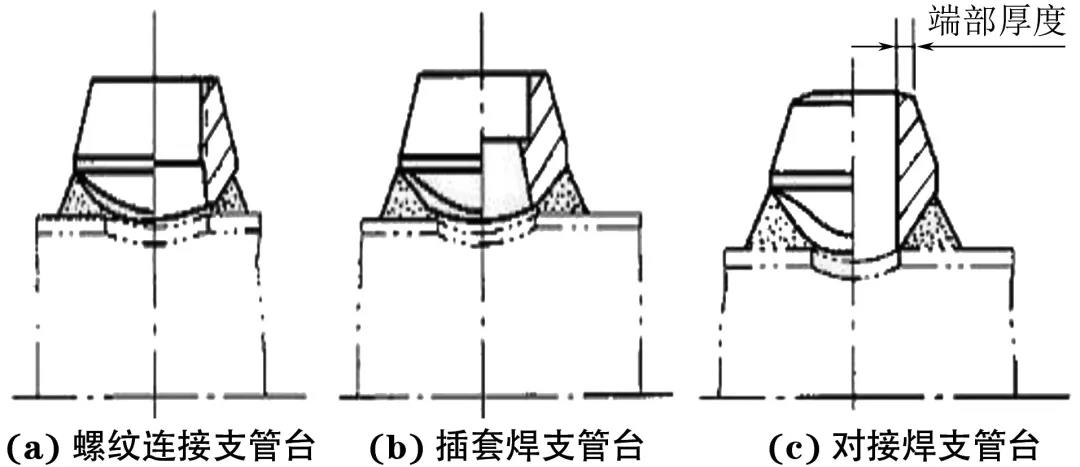
图1 支管台连接结构示意
支管台、小支管材料有碳钢/低合金钢,也有碳钢/不锈钢、不锈钢/不锈钢等的组合,外径约12.7~50.8mm的小支管占比较大。
一般而言,采用插套焊结构或对接焊结构的支管接头受制造和服役等因素的影响,产生的典型缺陷主要为:
01 小支管插套焊焊接接头制造过程中易存在未熔合、未焊透等焊接缺陷,并且在焊接缺陷附近存在显著的应力集中;
02 在长期服役过程中,低周疲劳作用易导致从内向外扩展的焊根裂纹或从外向内扩展的焊趾裂纹(见图2);
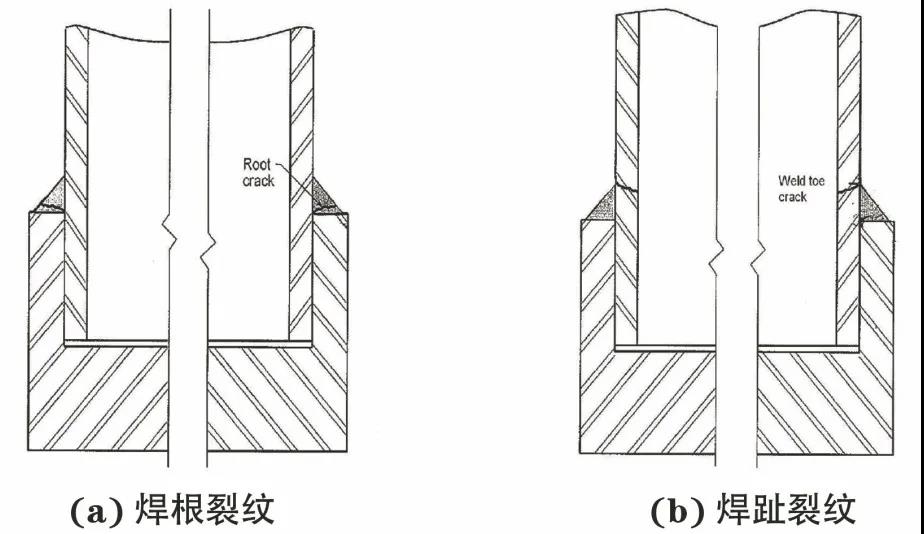
图2 插套焊焊接接头常见开裂位置示意
03 与一回路冷却剂接触的核岛内不锈钢或异种金属小支管焊接接头也存在应力腐蚀开裂的现象,且多从内向外发展并多起源于应力集中部位,特别是小支管焊接接头内表面的焊根和热影响区等部位;
04 对接接头在一定条件下也存在流动加速腐蚀现象,会导致焊接接头或邻近母材局部减薄并最终失效;
05 某些小支管焊接接头和管线特定部位由于易积液、易受伴热管线的影响,并在周期性的冷凝作用、外保温破损等的长期作用下,可能发生保温层下腐蚀;
06 由于管线布置的原因,部分小支管邻近振动管道、设备或其他小支管,可能发生接触摩擦,长期作用会导致外壁局部磨损。
核电厂小支管焊接接头结构完整性的监测检测主要包括无损检测、振动测量和应变测量等。
其中,制造缺陷和役致缺陷的无损检测一般应根据小支管焊接接头的安全等级、结构形式、规格尺寸和材料等选择不同的检测方法。
例如:美国机械工程师协会锅炉压力容器规范第三卷NB分卷(2015版)针对规范一级小支管全焊透对接焊接接头的验收检测,要求进行射线检测(首选)或超声检测,加上液体渗透检测(适用于奥氏体不锈钢材料,核级管道中应用广泛)或磁粉检测(适用于铁磁性材料);插套焊焊接接头(一般仅适用于直径为50.8mm以下规范一级小支管)应进行射线检测加上液体渗透检测或磁粉检测。役前检查和在役检查阶段,锅炉压力容器规范第XI卷(2015版)对外径小于101.6mm的规范一级小支管全焊透对接焊接接头、插套焊等应定期进行表面检测,但不要求进行体积性检测(射线或超声检测)。
核电厂常规岛小支管焊接接头在制造安装阶段,通常参考标准NB/T 47013-2015《承压设备无损检测》进行射线检测或超声检测;服役阶段,NB/T 47013.3-2015《承压设备无损检测 第3部分:超声检测》中规定的管道超声检测方法仅适用于外径不小于32mm,且壁厚不小于4mm的环向对接接头。
小支管的振动测量是判定其是否易于发生低周疲劳开裂的主要措施。国内外目前主要采用目视检查筛选,并辅以加速度计接触法测量的方法。如测量发现小支管在特定条件下(如启动工况或降功率运行)的振动情况超过适用的验收准则,需要开展原因分析和应变测量,以支持设计变更改造等工作,此时,通常采取临时安装高温应变片的方法测量表面敏感区域的应变情况。但上述传统的振动测量和应变测量方法因需要在运行或启停瞬态工况下测量,所以存在安全风险。
分析上述监督检查方法可知:
01 目视检查
可用于保温层下腐蚀、外壁局部磨损等的探测以及振动小支管的初步筛查,但其对役致内部减薄、起源于内壁的开裂基本无预防性检测作用;
02 射线检测
可用于小支管流动加速腐蚀、制造缺陷等的检测,但由于役致裂纹类缺陷的射线检测检出率受射线束与裂纹相对方位的影响显著,其预防性检测作用有限且检测综合成本高;
03 超声检测
外径小于32mm的小支管全焊透环向对接焊接接头难以实施传统的超声检测,其原因主要是直径小、曲率大、管壁薄等导致声耦合困难,检测声束发散和能量衰减显著,检测分辨力降低等。
超声检测
在制造阶段,小支管焊接接头的体积检测主要使用射线检测,对焊接缺陷有较好的质量控制作用;在服役阶段,射线检测对小支管焊接接头的役致开裂类缺陷,如应力腐蚀开裂、疲劳开裂等,射线检测检出率较低、作业窗口选择受限制、辐射防护成本高,并影响同工作区其他作业活动的安排。因此,在压水堆核电厂小支管焊接接头服役阶段的预防性体积检测中,主要以超声检测为主。
小支管焊接接头的超声检测过程中,主要存在以下技术难点:
01 被检管管径小\曲率大,检测声束发散显著,检测声束能量低,不利于缺陷的检出;
02 壁厚薄,焊缝窄,焊根和焊冠等结构显示与缺陷紧邻,缺陷信号难以识别和判断;
03 由于支管台尺寸的多样性,插套焊存在仅单侧可进行超声扫查的情况;即使双侧可进行超声扫查,也存在检测声束难以有效覆盖检测区域、缺陷主平面声反射率低的问题,易漏检;
04 检测鉴定或能力验证用试样中的缺陷难以制造且难以获得标准答案;
05 无成熟的超声检测标准供直接使用。目前,国内外核电承压管道超声检测标准主要适用于50.8~101.6mm外径管道对接接头的在役检查。标准NB/T 47013.3-2015仅适用于外径大于32mm的小径管对接接头,不适用于核电厂中常见的外径小于32mm的对接接头以及小支管插套焊焊接接头的超声检测,特别是在役检测。
虽然存在上述困难,但超声检测对役致开裂的检出率相对较高,国外有关机构开展了小支管对接焊或插套焊焊接接头相控阵超声检测的研究和应用。其优势在于:
01 可以灵活控制超声发射/接收时序,从而实现聚焦抵抗声束发散作用;
02 专用定制的透声斜楔可提供良好的耦合效果;
03 构件、缺陷、检测声场的仿真及实时成像可以提升缺陷识别和判定的准确性。
例如,韩国水电核电公司下属的中央研究院以及美国电力研究院在国际上较早开展了相关相控阵超声检测技术研究,并取得了阶段性成果。例如,韩国开发的小支管插套焊相控阵超声检测系统主要由紧凑型扫查器、专用相控阵探头(3.5MHz,16晶元线阵)和透声斜楔(35°)、相控阵超声仪器等组成,适用于外径为25.4~50.8mm的小支管及插套焊焊缝检测。美国电力研究院(EPRI)分别使用2.25MHz 11晶元线阵相控阵探头和5MHz 16晶元线阵相控阵探头进行外径为19.05~50.8mm的小支管插套焊焊缝检测。虽然目前小支管插套焊焊缝超声检测存在一定的漏检率和误判率,特别是管径较小的支管,但上述研究和应用工作为工程实践中逐步解决该问题奠定了良好的技术基础。在核级重要小支管及其焊缝的检测周期、检测部位和检测方法的选择上,检测结果评价和应对缓解措施上,EPRI开展了较多工作,其推荐核电厂在许可证更新前开展了一次针对性检查,以保证其延续运行期内的老化得到控制。
国内外在超声检测能力验证试样及标准答案的制作上,受技术和成本限制,目前主要采用的是焊接缺陷,如未熔合、根部未焊透、焊接裂纹、气孔和夹渣等,如美国FLAWTECH公司的试样。
借鉴国外相关研究进展,结合核电厂小支管焊缝超声检测需求,通过试块设计、标准答案制作、超声检测仿真、工艺试验和应用等工作,取得了以下阶段性研究和应用成果。
核电厂小支管焊缝超声试块主要设计了3种缺陷类型:
01人工模拟体
目前国内能够提供含机加工或电火花加工的人工缺陷,为超声检测系统校准和灵敏度校准提了参考试块,制作的标准答案也不存在技术问题,整体制作成本较低;
02 制造缺陷
特别是焊接缺陷,如气孔、夹杂、夹渣、未焊透、未熔合等,目前国内仅少数试块加工企业可以提供,但在缺陷尺寸、位置的控制,试块成品率上都存在质量提升空间,标准答案的制作难度大,整体制作成本较高;
03 役致缺陷
特别是核电厂中常见的疲劳裂纹或应力腐蚀开裂。因这两类缺陷的取向、分布以及尺寸特征等的特殊性,目前国内外都没有成熟的供应商,标准答案的制作难度更大,整体制作成本更高。
为获得小支管焊接接头焊接缺陷的标准答案,采用国产微焦点高能量X射线源高分辨力CT(电子计算机断层扫描)成像系统对来自不同厂家的样管进行检测和缺陷三维重构。例如,分别对外径为25.1mm,壁厚为3.4mm,对接环焊缝中含有一个焊接气孔和一个未熔合共2个缺陷的样管A,外径为25.1mm,壁厚为3.14mm,对接环焊缝中含有一个焊接夹渣和裂纹缺陷的样管B进行缺陷检测和三维重构,样管A,B焊接缺陷的三维重构结果如图3,4所示。结果表明,样管A中的焊接缺陷与设计目标值吻合良好,样管B中的焊接缺陷与设计目标值存在较大差异,特别是裂纹的控制技术急需提升。
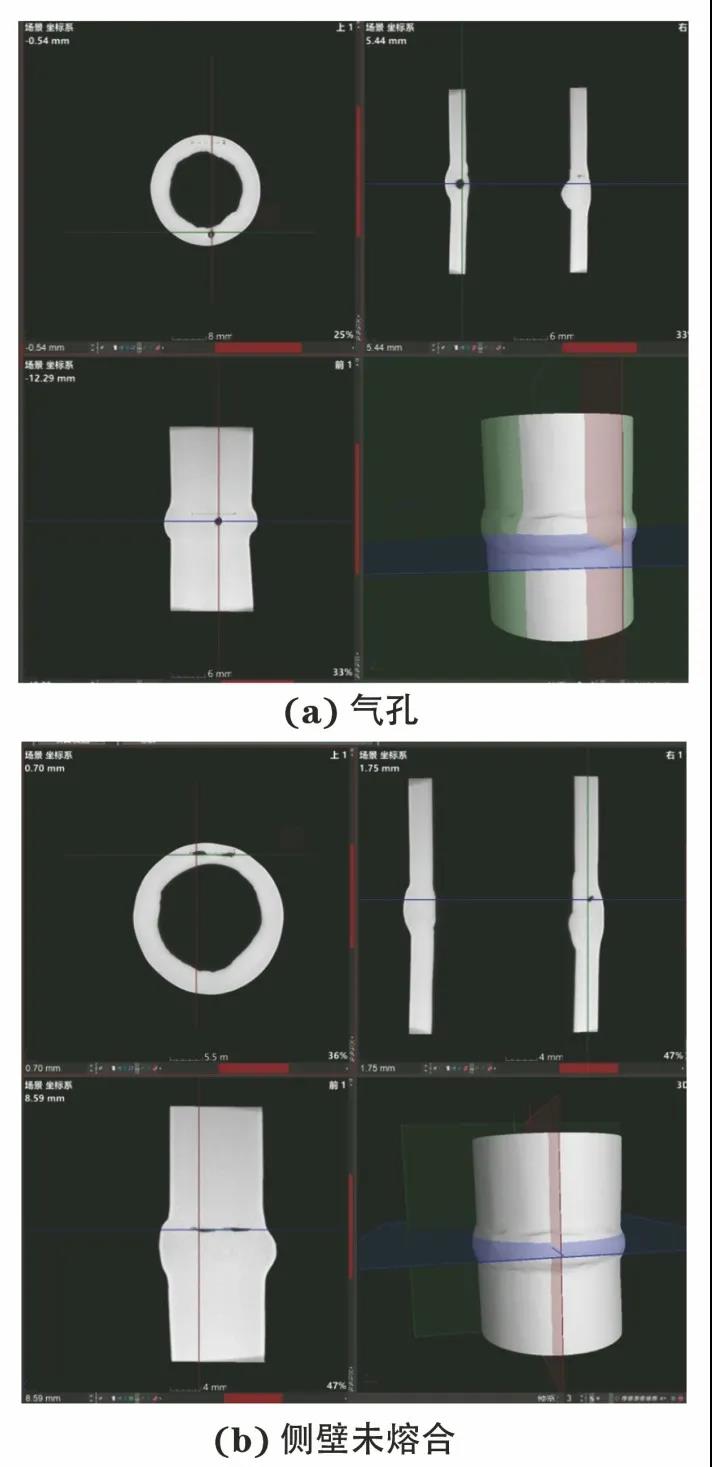
图3 样管A焊接缺陷(气孔、侧壁未熔合)的三维重构结果
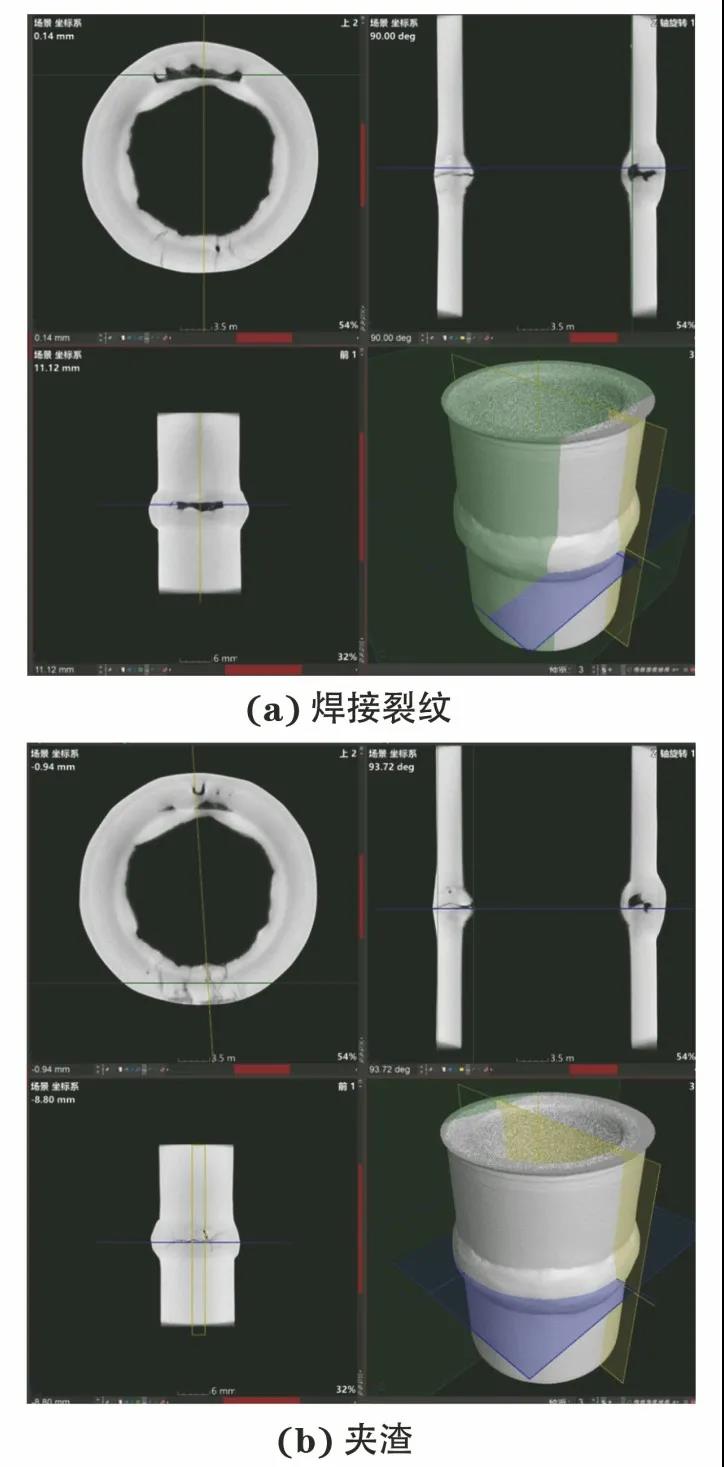
图4 样管B焊接缺陷(夹渣、焊接裂纹)的三维重构结果
针对小支管焊接接头超声检测的工艺优化,利用超声检测仿真软件进行传统脉冲反射法或相控阵超声的检测声场、覆盖性、缺陷响应的模拟,可指导并优化检测探头的设计,特别是扫查工艺的优化和透声楔块的设计。现阶段的工艺试验结果表明,利用专门设计的透声楔块和线阵相控阵超声探头,外径为25.4mm及以上的碳钢小支管插套焊焊缝及外径为28mm及以上的不锈钢或异种金属小支管插套焊焊缝的超声检测效果良好,已开展工程应用。但更小外径的小支管插套焊焊缝超声检测还应在探头晶片设计、频率选择、透声楔块的设计上进一步优化。小支管插套焊超声检测仿真结果如图5所示。
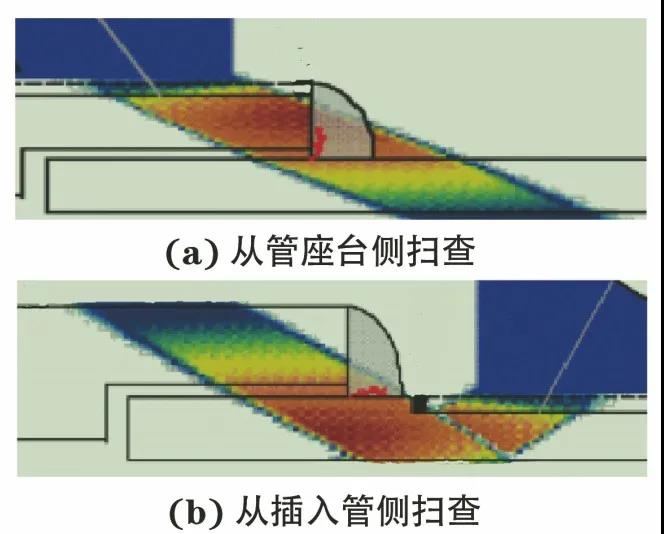
图5 小支管插套焊超声检测仿真结果
小支管的激光测振
核电厂小支管振动的测量一般需要在机组稳定运行的工况或启动以及关停等瞬态工况阶段进行测量。目前,国内外多采用传统接触式加速度传感器测量方法,其主要存在以下挑战:
1 需在管道上安装加速度传感器和基座,其附加质量对小支管振动及测量有影响;
2 作业人员安全风险较高;
3 部分管道可达性差;
4 耐高温加速度传感器价格高。
针对传统方法存在的需要接近待测量小支管、作业风险高等问题,采用基于激光多普勒测量原理的非接触式光学振动测量技术对小支管振动进行远距离非接触测量和工艺试验,得到以下规律:
1 激光测量,可不考虑附加质量作用,测量精度高;
2 非接触测量,作业人员安全风险相对较低;
3 可在一定程度上解决管道可达性差的问题;
4 采用激光多普勒原理的单点振动测量仪通常只能测量面外振动,为评价小支管振动,需要改变测量方位,实际操作中激光头移动空间可能受限;
5 某些情况下,需临时安装反光膜以便提高反射率和信号稳定性,保证测量结果;
6 激光多普勒振动测量仪本身应处于静止状态,某些区域地面振动影响测试的可行性;
7 即使采用锂电池供电,激光多普勒振动测量仪仍需进一步提升紧凑性和便携性。
采用国产激光多普勒单点振动测量仪对核电厂部分小径管开展现场应用试验。结果表明,该方法可有效测量到管道运行状态下的振动情况,给出测量方向上的振动主要频率和速度幅值,真实地反映出被测物体的振动情况,贴反光膜对测量结果带来的影响可忽略,却能显著提升测量的可行性(见图6,7)。
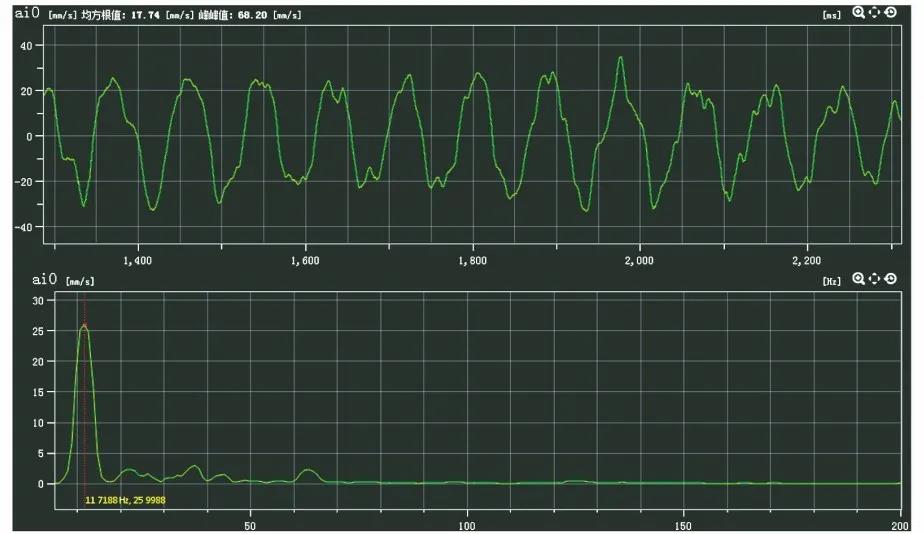
图6 测点振动曲线(无反光膜)
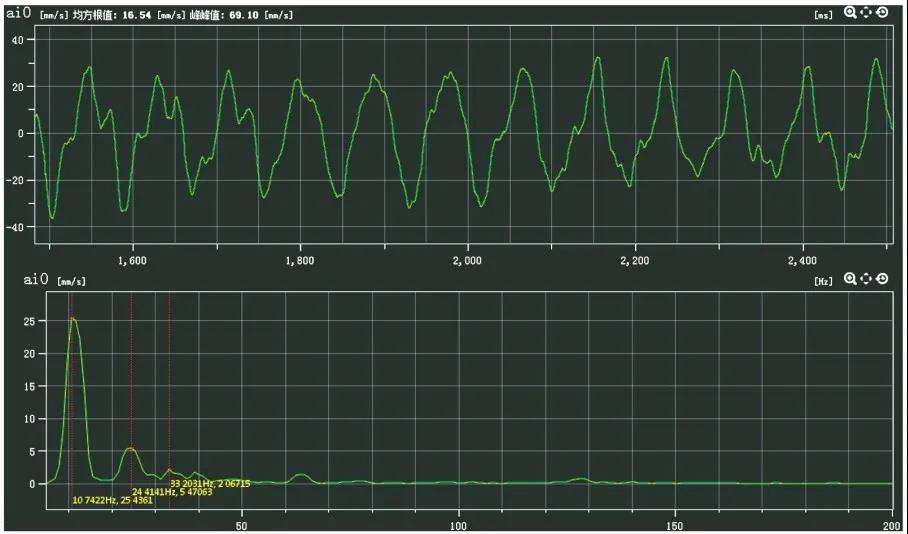
图7 测点振动曲线(贴反光膜)
小支管焊接接头的原位应变和温度监测
为了掌握小支管特定部位的疲劳失效驱动力(特别是热疲劳或机械疲劳)的影响,需要在运行条件下实时测量其应变和温度,以便为变更改造、失效分析等提供详细的输入数据。通过调研,选择基于光纤瑞利散射效应和光纤频域反射谱分析技术的原位应变和温度监测系统,开展实验室内的工艺试验和现场应用验证。其技术特点主要为:
01 其可用于核电厂实际工况下管道疲劳应变的精确测量,并给出可视化的监测结果;
02 在线监测小支管外表面局部敏感区域的应变或温度,有利于掌握应变响应及其分布情况,并利用监测结果进行优化设计和变更改造;
03 采用具有不同涂层的光纤,其适用于常温到400℃或500℃;其应变测量重复性可达±5με(微应变),最小每隔1mm一个测点;100Hz重复采样条件下,每隔5mm一个测点;温度测量的相对精度约为2~3℃。
某核电厂高加抽汽疏水袋疏水管线弯头频繁开裂,为确定其失效的根本原因并支撑后续变更改造,使用如图8所示的监测装置在弯头前后两个部位进行在线监测,结果如图9所示。

图8 原位应变和温度监测装置外观
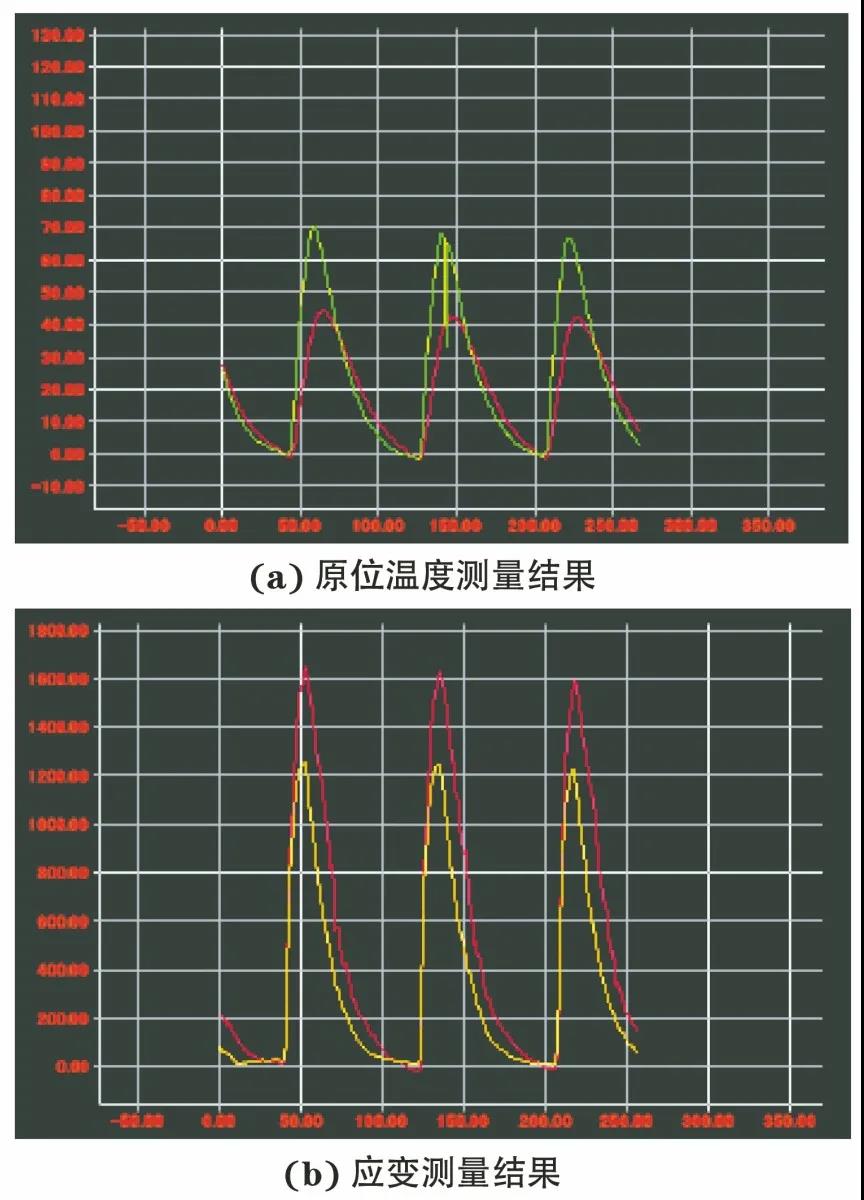
图9 弯头前后原位温度(左图)和应变(右图)测量结果
分析监测数据,可以得出:
1 疏水管线采用间歇式疏水,此时,上游阀门的三次启闭对应下游弯头的三次应变-温度冲击;
2 阀门开启瞬间,由于高温疏水向管道弯头排放,使弯头前后A/B两点应变迅速上升,最大应变分别达到1630με和1230με,同时,A/B两点测量的温度变化量最大分别达到70℃和43℃;
3 查询设计调试资料,确认阀门动作周期与弯头应变、温度的周期性变化对应良好。
基于上述分析结果,电厂确认弯头失效的主要原因为热疲劳,而后,电厂将间歇式疏水改造为连续式疏水,运行多个周期后,同类弯头没有再发生同类失效。
传统高温应变片也可实现上述在线测量,但基于瑞利散射效应和光纤频域反射谱分析技术的原位应变、温度测量方法可同时提供测量点、线上的应变分布、测量结果和温度变化量,结果显示直观。
结语
核电厂小支管的全生命周期老化管理需要先进的监测、检测、评价技术研究和应用的支撑。在风险指引的小支管管理理念指导下的敏感管线和部位筛选的基础上,通过可靠、有效、针对性强的现场监测检测技术的实施以及监测检测结果的分析与评价,将有利于提升核电厂小支管管理水平。对于关键性的核级小支管及其插套焊焊接接头,其预防性检测、监测技术仍需开展进一步的研发、验证和应用,并关注以下工作:
(1) 微焦点高能量X射线源、高分辨力CT成像技术虽然可为能力验证试样缺陷标准答案的制作提供有效的支撑,但役致缺陷的制作和控制仍然是业界的难题。
(2) 小支管插套焊的超声检测较同规格对接焊的超声检测挑战更大,当管径小于19.05mm或为异种金属焊缝时尤其突出。
(3) 小支管相控阵超声检测工艺、能力验证和标准化的工作仍需进一步深入推进。
(4) 应根据小支管焊接接头的老化降质机理和失效后果及影响,选择目视检查、表面检查、体积性检查、加速度传感器测振或激光非接触测振、原位应变-温度监测中的监测检测技术或其组合实施检测。