当前对BGA焊接质量的检测手段十分有限,常用的检测方法有视觉检测、飞针电子检测、X射线检测、染色检测、切片检测等。以染色和切片的方法进行破坏性检测,可作为故障分析手段,不适用于焊接质量检测。视觉检测技术只能对设备边缘处的焊球进行检测,不能检测焊球的内部缺陷;飞针电子检测误判率过高;X射线检测利用X射线的传输特性,可以很好地检测隐藏在设备下的焊球焊接情况,是目前最有效的BGA焊接质量检测方法。
焊接球桥接:指两个或两个以上的BGA焊球连在一起造成短路的缺陷。这是由于BGA焊球熔化后流动造成的粘连所致。由于此缺陷会引起短路,这是绝对不允许的严重缺陷。
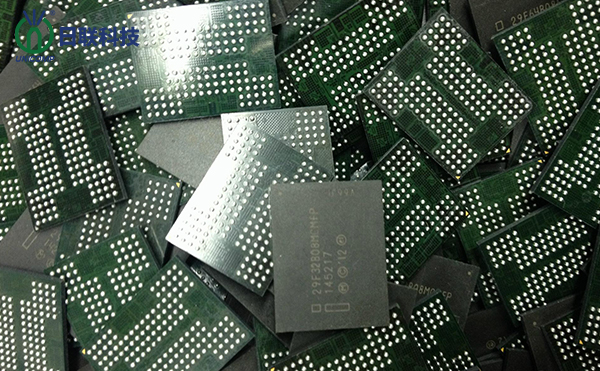
焊球丢失:BGA焊球丢失是指焊接后焊球丢失的缺陷。该缺陷可能是植球过程中的遗漏,也可能是由于焊球流入印制板的通孔中。这个缺陷会直接导致断电,这是绝对不能允许的严重缺陷。
BGA焊球移动:BGA焊球与PCB焊盘没有完全对齐,存在相对位移缺陷。这一缺陷通常不影响电气连接,但影响设备焊接的机械性能。实践中,焊球对焊盘的位移最大25%,但相邻焊球间的间隙不得减少25%以上。
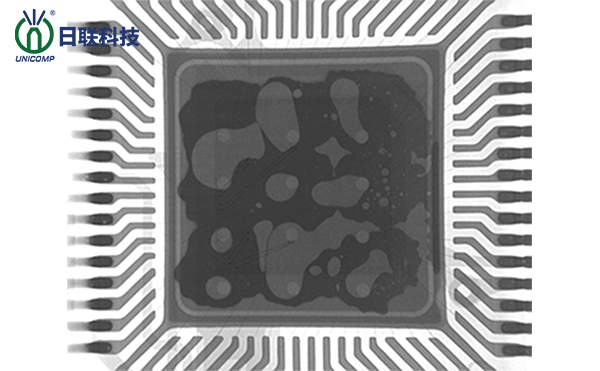
BGA焊接球:指气泡在BGA焊接球上的缺陷。此缺陷通常是由于焊膏中有机成分未及时排除或焊盘未清洗干净所致。焊接球体气泡对信号的传输有一定的影响,而气泡对机械性能的影响更为重要。实践中,生产单位或用户通常规定焊点内总气泡的浓度不超过某一阈值,如空洞面积小于等于焊球投影面积的25%,即合格。
虚焊:指BGA焊球与焊盘没有真正电气连接的缺陷。这类缺陷常与金属间化合物的形成有关,表现为电气连接不良或不畅,在施加外力时电气连接良好。除上述间接形式外,虚焊方法难以直接检测到。
枕状效应(HIP):指BGA焊接球与焊膏挤压未完全或部分融合而成的凹凸或不扩散凸。这种缺陷一般没有特殊的表现形式,检测方法不易发现,但在后期使用过程中,焊点容易断裂,形成虚焊,因此危害更大。
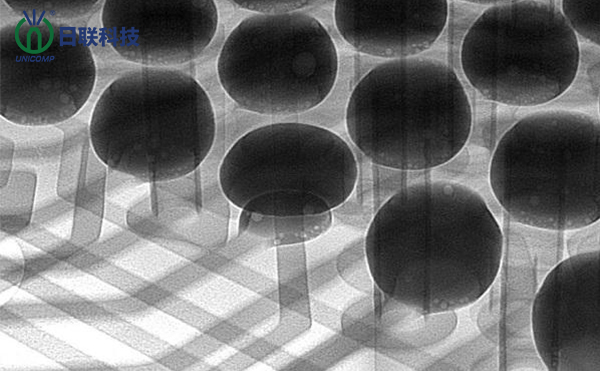
为提高检测效率,常采用二维X射线对有无虚焊进行初步诊断。观察X光在特定操作过程中的倾斜。
BGA的焊接质量主要包括焊球的焊接、丢失焊球、焊球偏移、焊球空洞、虚焊和枕头效应。使用中出现的一些缺陷会导致电路的可靠性受到影响,有些会立即表现出来,如焊球焊接会形成短路;在使用中,如使用时,焊球很容易在枕头上折断形成虚焊。经过一些实时测试,我们可以很容易地检测出实时性能的缺陷,而实时性能对电子系统的危害却是不容忽视的。
一般认为X射线仅能检测到焊接连接、焊球丢失、焊球移位、空洞等缺陷。三维断层扫描技术,使得X射线探伤可以覆盖所有BGA焊接的常见缺陷。特别是虚焊和枕头效应的检测,不再单纯依靠破坏性检测手段。在实际工程应用中,为考虑检测效率,需将二维成像与三维断层扫描相结合。采用二维成像技术,对焊球焊接、焊球丢失、焊球移位、焊球空洞等进行了整体焊接质量的快速检测,初步判定虚焊。结合实际情况,通过三维断层扫描诊断是否存在虚焊现象和枕头效应。BGA设备的焊接质量检测可以通过两种技术手段来完成,为BGA设备的应用提供可靠的质量保证。