
1 序言
电子束焊接是航空航天精密零件常用的一种能量密度高、热影响区小、焊接变形小的一种焊接方法,在航空航天领域使用越来越广泛。因此,对它的研究也越来越深入,特别是焊缝成形质量,包括表面成形和内部成形。影响电子束焊接质量和焊缝成形的主要参数有加速电压UA、电子束电流IB、聚焦电流IL、焊接速度υ、工作距离L、扫描波形及扫描波形的振幅A和频率f。
为了深入了解各种波形的运动轨迹,以及波形对焊缝成形、控制焊接缺欠及焊缝组织之间的影响规律,依靠函数发生器,能实现电子束流根据函数的轨迹进行扫描,调节波形及频率等特征参数能实现对熔池的搅拌作用,从而达到改善焊缝熔池凝固力学状态,减少焊缝根部的钉尖、气孔、夹杂等缺欠。基于扫描波形对常用的高温合金电子束焊缝成形工艺的研究甚少,本文采用电子束焊机内置的12种扫描方式,以高温合金GH625材料为研究对象进行扫描波形的工艺研究, 研究扫描波形及其频率和振幅参数对焊缝成形、焊缝组织的影响规律。
2 试验
2.1试验设备
1)真空高压电子束焊机。
2)线切割机,光学电子显微镜。
2.2试验材料
本次试验采用6mm厚的高温合金GH625,规格为200mm×80mm的平板,化学成分见表1。
表1 GH625合金化学成分(质量分数) (%)
2.3试验参数
加速电压UA=120kV、电子束电流IB=6.0mA、焊接速度v=20mm/s、聚焦电流IL=1930mA、扫描频率f=300Hz、偏转尺寸ACX=0.3mm。
2.4试验过程
1)焊前对试板进行化学清理和机械清理,去除表面氧化膜和油污,再用无水酒精擦拭零件待焊接部位。
2)选定该种厚度经验焊接参数,采用E0~E12的扫描波形,分别在GH625合金的平板上进行自熔焊接试验,焊后通过外观、金相试验,检查焊缝形貌及焊缝组织情况,找出最佳扫描波形。
3)采用最佳焊接参数和E0~E12中合适的波形进行试验,分别改变扫描波形的频率和振幅,观察统计焊缝外观颜色、焊缝形貌及缺欠,找出影响焊缝成形质量的规律。
4)线切割制取金相试样,低倍显微镜测量焊缝熔深、熔宽和余高,并在高倍显微镜下观察金相显微组织。
3 试验结果与分析
3.1不同波形对焊缝表面成形的影响
试验过程中,改变波形从E0~E12得到不同的焊缝,焊缝横截面形貌如图1所示。
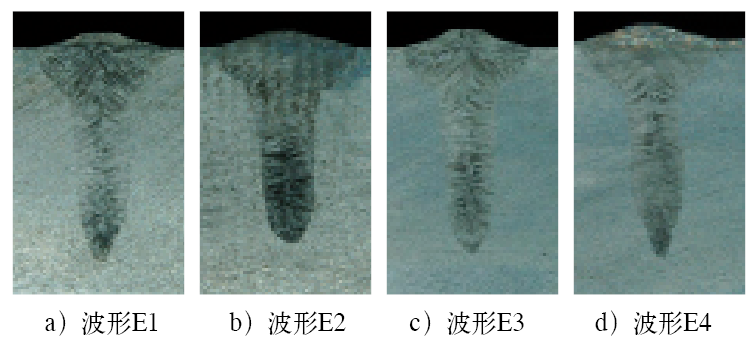
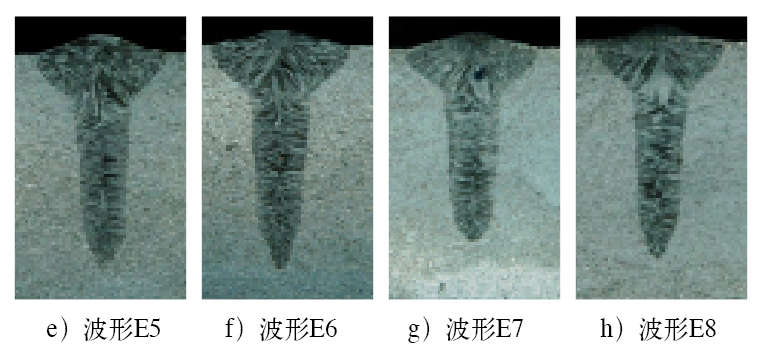
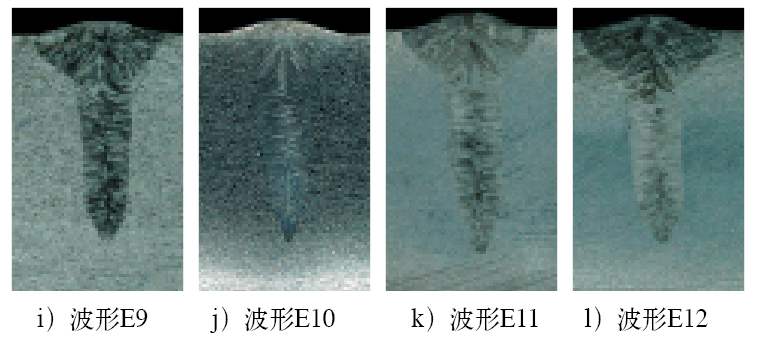
由图1可以看出,随着扫描波形的变化,焊缝形状变化不大,焊缝形状均为钉形,焊缝形貌深宽比较大,熔深和熔宽变化较小,深宽比变化基本接近,变化不明显。E10、E11和E12三种扫描波形对应的焊缝对称面与焊缝中心纵截面不重合。
焊缝、热影响区和母材的金相组织如图2所示。
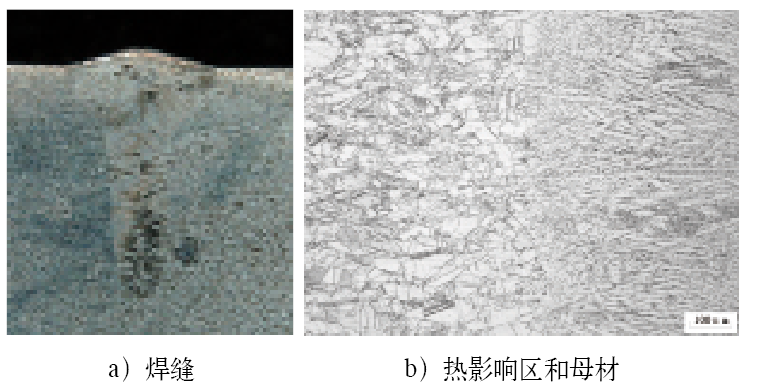
由图2可见,高温合金GH625电子束焊形成的热影响区很窄,约为0.03mm,这是由于电子束能量集中,焊缝停留时间较短,因此焊接热影响区小;焊缝为均匀的枝晶组织,基体和热影响区组织为等轴晶,焊缝热影响区晶粒较基体有长大趋势;焊缝中无裂纹和明显气孔,焊缝质量优良,焊缝形状参数见表2。
表2 不同波形下的高温合金GH625电子束焊缝
形状参数
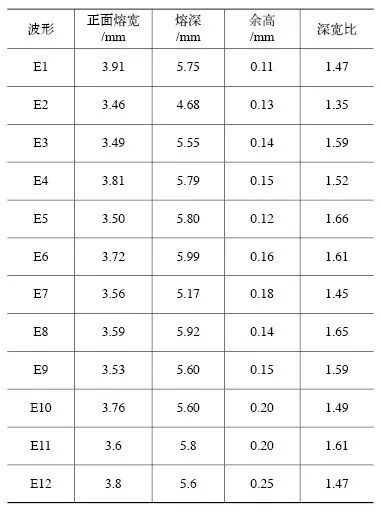
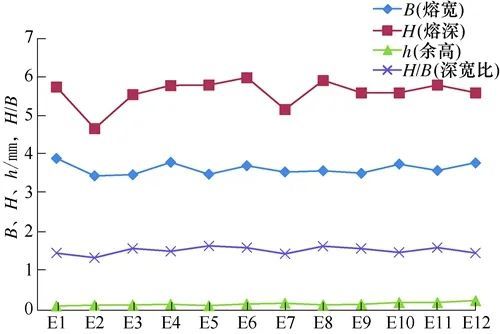
图3所示为焊接扫描波形与高温合金GH625电子束焊接焊缝形状参数(焊接熔宽、熔深、余高、深宽比)关系曲线。由图3可见,随着波形的改变,焊缝正面熔宽变化不大,深宽比基本保持在1.5左右,最大熔宽为扫描波形E1、E4和E12对应焊缝的熔宽。根据这三种波形的特点,均是在以焊缝中心上一点为中心,在焊缝横截面上以一定的扫描振幅对称扫描,电子束覆盖区域大,熔化的金属也就相对较多,故在这种扫描波形下焊缝熔宽相对较宽。最小的为E2和E3,这两种波形只是在焊缝纵向有扫描,故相对小一点。熔深相对最大的为扫描波形E6,其仅在焊缝两侧有扫描,对熔池的搅拌和振荡更充分,故熔深更大。12种波形深宽比变化不大,相对较大的为E5、E6和E11。虽然焊缝的余高E12波形最大,但仅为0.25mm。
3.2同种波形不同频率和振幅对焊缝成形的影响
波形保持不变,研究波形的频率和振幅对焊缝成形的影响,焊缝表面外观较好,焊缝呈银白金属颜色,没有氧化,焊缝鱼鳞状均匀连续,无飞溅、咬边和焊瘤,焊缝宽度均匀一致,焊缝表面成形、外观质量没有明显区别。
3.3不同波形对焊缝缺欠的影响
如图3所示,当采用E3波形时,焊缝熔深基体内部收窄比较明显,即电子束在熔池内部的振荡幅度不强,再加上零件本身的加工和装配精度,很容易造成零件外观检查合格,而其实内部因为焊缝较窄而出现未熔合的缺欠;当采用E1波形施焊时,电子束在熔池内部振动幅度较大,焊缝成形相对较宽,且钉形焊缝上部与下部之间的过渡区域角度较大,因此焊缝减小平滑、坡度较小,能有效避免焊缝出现未熔合;不等厚度零件对接时,容易出现未熔合缺欠,锁底对接接头焊缝应实现穿透且保证强度,此时采用E1较E3有优势,因为E1焊缝宽度成形最宽,搅拌熔池能有效去除钉尖、气孔和未熔合缺欠,这两种焊接接头已在某机型机匣1和机匣2焊接上得到验证。
4 结束语
1)高温合金通过改变真空电子束焊接扫描波形以及波形对应的频率和振幅,焊缝表面成形没有明显的区别,焊缝成形均匀一致。
2)高温合金GH625焊缝为钉形,焊接热影响区较窄(约30μm),焊缝为均匀枝晶组织,基体和热影响区组织为等轴晶,焊接热影响区晶粒较基体有长大趋势,波形E5对应的深宽比最大,波形对深宽比的影响不大(接近1.5)。
3)采用E1波形焊接非等壁厚对接接头,可有效避免焊缝出现未熔合焊接缺欠。
4)采用E1波形焊接带有锁底的接头,熔池范围大,焊缝宽度较大,可保证焊缝质量且焊接接头强度满足设计要求。




