传统固体火箭发动机无损检测图像判读工作存在人工识别效率低、图像数据分散及数据利用率低等问题。本文借助机器学习算法与计算机视觉技术,利用大量发动机无损检测图像数据开展无损检测图像数据预处理、边缘检测以及数据模型训练和应用等技术研究,探索快速、准确获得发动机无损检测图像数据特征的方法,深入挖掘固体发动机无损检测数据的内在联系,找到潜在规律。本研究不仅为固体发动机无损检测图像判读提供了一种准确、高效的手段,同时,能够为发动机无损检测图像识别、测量、判读和发动机相关故障模式分析与故障诊断提供数据和决策支持,也能够为未来机器学习在固体发动机无损检测图像判读领域的深入应用提供实践探索和理论研究方面的参考。
01 引言
固体火箭发动机的零部件在塑性成形、装药、焊接、淬火、水压试验、固化冷却、长期贮存、长途运输、勤务处理和点火发射期间,要承受各种载荷的作用,同时受温湿度等贮存条件的影响,发动机的推进剂、衬层、绝热层及各部组件等将发生物理和化学性质的变化。上述条件的共同作用会破坏固体火箭发动机的结构完整性,导致药柱内产生气孔、裂纹或药柱与壳体粘接面脱粘等缺陷,任何一个超标缺陷都可能影响发动机的整体性能,甚至造成灾难性的事故。
实际测试证明,无损检测技术对固体火箭发动机的绝热层和药柱中的气孔、夹杂、裂纹及脱粘等常见缺陷具有很高的检测灵敏度,并能准确测定其尺寸和部位,可以满足较高的检测要求。尤其是能够对固体火箭发动机多界面进行质量检测,这是其它常规无损检测方法无法比拟的。无损检测技术的应用,不但是其它常规无损检测方法在固体火箭发动机质量检测上的补充,而且对固体火箭发动机的研制和生产工艺的制定也具有重要作用。由于发动机总装后,绝大多数缺陷都不可修复,因此,对固体发动机缺陷进行分析并采用快速、准确的检测手段发现这些缺陷,已经成为推进技术研究领域的重要课题。鉴于传统固体火箭发动机无损检测图像判读工作存在人工识别效率低、图像数据分散、数据缺失以及数据利用率低等问题,本文借助机器学习算法与计算机视觉技术,开展无损检测图像数据预处理、数据模型学习、数据模型识别和数据模型预测等技术研究,探索快速、准确获得发动机无损检测图像数据特征的方法,深入挖掘无损检测数据内在联系与潜在规律,以提高发动机无损检测图像数据利用率,为发动机产品质量预判、无损检测图像判读和相关故障诊断提供数据和决策支持。
02 现状分析
由于固体发动机的特殊性,产品完成生产后非破坏性的无损检测手段主要是超声波探伤、X射线探伤和工业CT探伤三种。
2.1 超声波探伤
超声波探伤也称超声脉冲反射法,是较早用于固体火箭发动机的无损检测手段,使用范围有限,一般只限于壳体与衬层界面分离缺陷的定性检测,无法进行绝热层、药柱和衬层界面的粘结质量检测。而微波、红外和激光全息等其他用于固体发动机的类似检测方法则对壳体材料、壁厚等条件要求较严格,对固体发动机多界面的粘结质量检测局限性很大。由于此类方法应用范围较窄,无损检测图像代表性不强,本文不对该类方法及数据进行详细讨论。
2.2 X射线探伤
通过X射线照相进行检测探伤是目前应用较为广泛的固体发动机多界面粘结质量检测方式。对界面脱粘缺陷进行射线照相检测时,通常采用切向透照布置,射线中心束穿透衬层与药柱界面,典型的X射线探伤照相透照布置如图1所示。
X射线照相检测技术领域广泛使用检测灵敏度这个综合性能指标来评价影像质量。针对脱粘缺陷,缝隙宽度的检测灵敏度与影像的不清晰度和脱粘沿圆周弧长的检测灵敏度相对应,而脱粘缝隙宽度和轴向长度的检测灵敏度取决于X射线布置的位置、加速器和增感屏性能等因素。基于目前的技术水平,一般新能的X射线探伤难以检测出脱粘间隙小于0.2 mm的缺陷。
2.3 工业CT探伤
工业CT探伤即计算机层析成像技术,由射线投影信息重建影像。计算机层析成像技术可显示目标细节的位置、形状及大小,影像容易识别和理解。某典型工业CT检测设备布置如图2所示。
工业CT缺陷检测能力取决于CT影像的清晰程度和对细节的分辨能力等因素。影像质量用密度分辨率、空间分辨率及伪像三方面来表征。受空间分辨率的影响,目前的CT检测对脱粘间隙小于0.25 mm的缺陷难以检测。
综上所述,由于条件所限,传统发动机的图像识别需要检测人员具备非常丰富的实践经验和理论支持。而目前的图像识别工作主要由经验丰富的技术人员使用“肉眼识别”的方式进行,无法保障无损检测图像判读的正确性和效率,对自动化和智能化判读系统的需求日益提高。基于机器学习的判读系统在检测发动机产品尺寸和对零部件进行缺陷检测时,只需要将待检测图像输入到通过机器学习训练的服务器中,即可准确判别出被检物体是否存在缺陷和缺陷类型,判读速度快、一致性好,不仅有效缩短了判读时间,还能够节约人力和物力成本,是未来无损检测判读的重要发展方向。
03 发动机无损检测数据智能判读研究
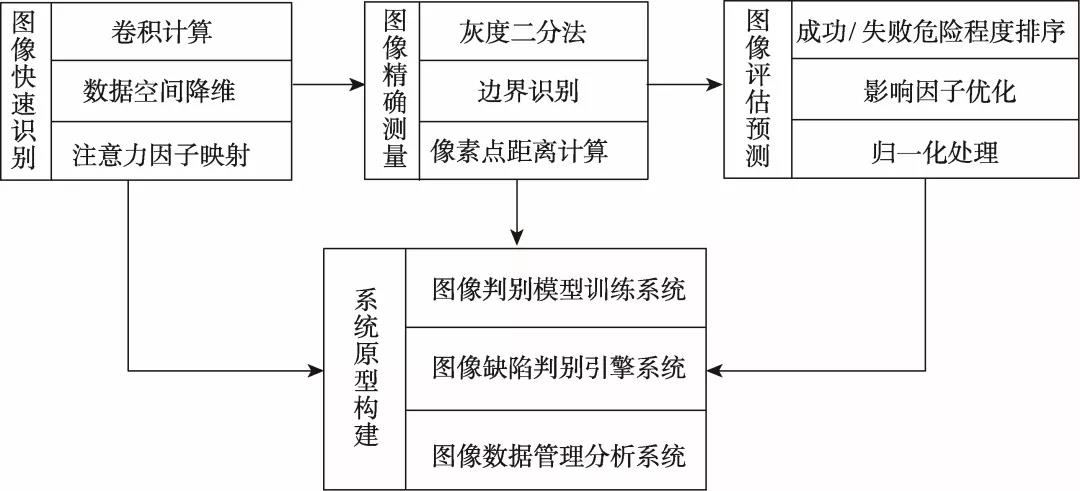
传统的固体发动机无损检测图像的判读过程为:人眼识别发动机无损检测图像是否发生故障,如判断结果为是,则使用手工测量工具在图像上进行测量,线下对测量数值进行积累,后续再根据工程经验对发动机实际状态进行分类和预测。为提高判读的准确性、稳定性以及检测效率,降低成本,本文引入机器学习算法与计算机视觉技术对发动机无损检测图像进行智能判读,总体研究方案如图3所示。该模式下的图像判读主要分四个步骤:一是图像快速识别,即利用计算机视觉技术对无损检测图像进行预处理,判断“是否存在缺陷”;二是图像精确测量,即利用算法捕捉边界,准确给出缺陷的长度、宽度及面积等参数,确定“缺陷的程度”;三是图像评估预测,即在数据积累的基础上,通过给定预测目标、优化影响因子和分类聚类等计算机学习算法,建立并训练故障诊断模型,使其能够给出图像的预测结果[1];四是提出系统原型的构建思路,即固化整个判读过程,积累数据与知识,以期达到机器换人和降本增效的目的。
3.1 数据集介绍
本研究实验所使用的数据集由800余张发动机无损检测底片组成,每张底片都来自于发动机实际生产过程,所有底片都是在统一X射线设备、统一环境及统一比例尺条件下完成的。底片的内容为发动机不同部组件、不同部位和不同角度的无损检测图像,每台发动机每个位置按0°、45°、90°、135°、180°、225°、270°和315°分别拍摄。本文中的数据标定规则为“发动机代号_位置_角度”,例如:“13_3_90”为序号13的发动机的第三个位置的90°X射线底片。原始无损检测图像中的测量数据由人工及工具辅助测量得到。本研究实验方法如下:先由数据集训练图像识别模型,准确识别出缺陷位置后,经过图像测量的方法计算缺陷尺寸,再将计算好的尺寸归一化处理,提取图像测量后数据形成的训练集,由训练集训练预测模型,实现发动机无损检测图像的预测。
3.2 图像识别
图像识别是发动机无损检测智能判读中的重要一环,是所有后续工作的基础。该部分工作是对发动机无损检测图像样品(以下简称样品)进行预处理,通过集中计算机的“注意力”来提高识别效率。具体做法是将输入的图像分成多个局部图像,对重点部位进行重点学习,方便后续提取关键特征并给出初步判断。
以某助推器的部组件的“脱粘”缺陷为例,本文中所有底片均在统一设备(X射线设备)、统一条件(图像与实物比例相同、分辨率相同)下拍摄。由于无损检测图像一般为黑白底片,初步判读依据为颜色“发白”的区域代表密度高,颜色“发黑”的区域代表密度低,可能是一般发动机的部组件缺陷(脱粘)发生的区域,其图像识别过程如图4所示。对于发动机无损检测图像判读而言,图4的“预处理图像”中仅有部分区域所对应的内容对最终的识别结果起主导作用。若将图像分割为9个网格,则区域编号为5的局部图像在最终的场景识别计算时应具有较大权重。
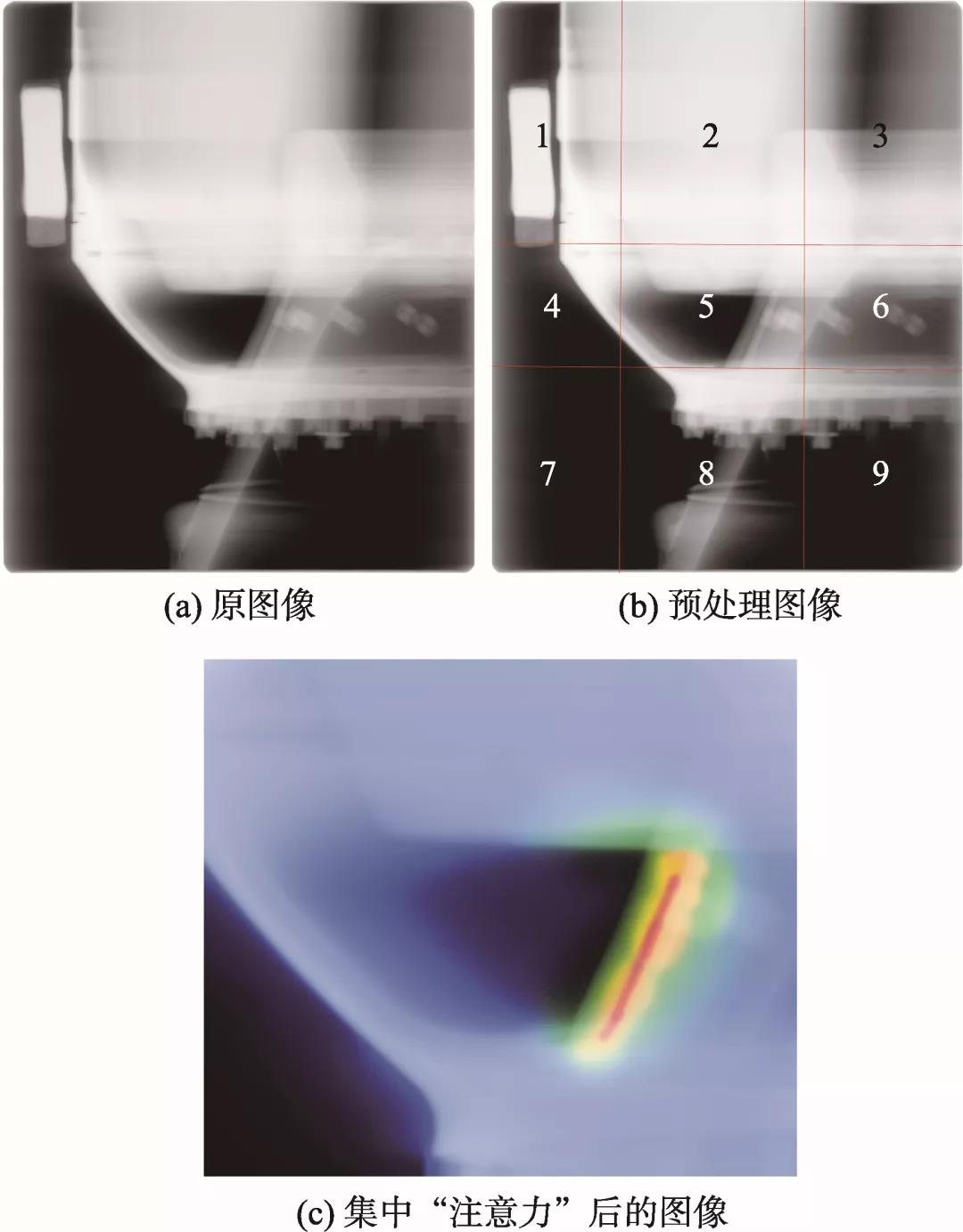
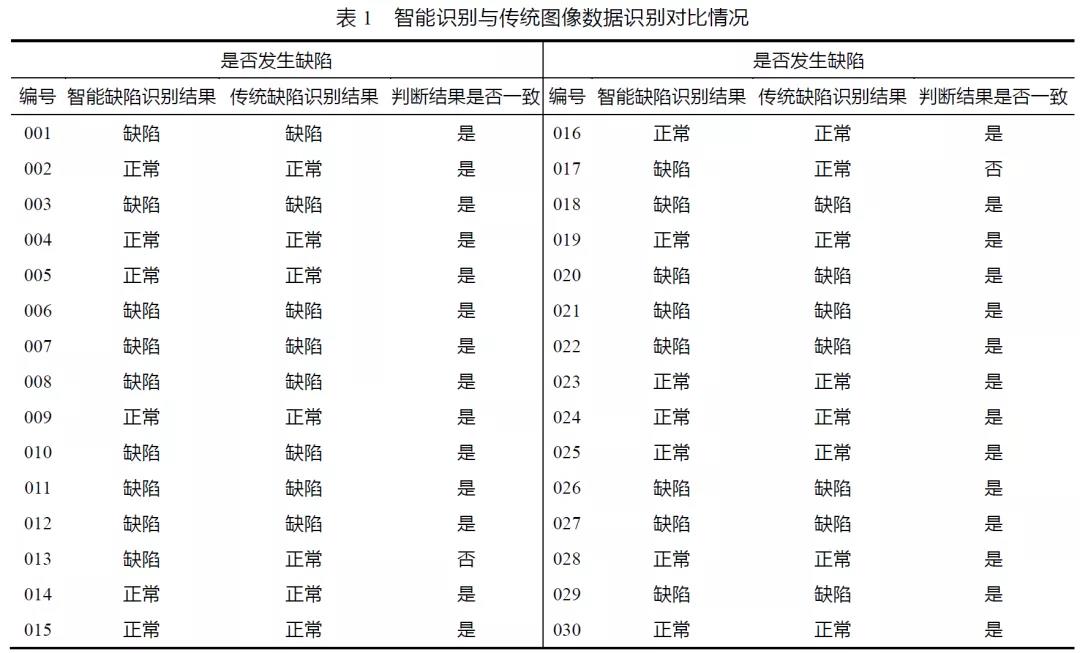
经过卷积计算、空间维度降维和注意力因子映射3种运算加持后,附加了通道和空间混合注意力因子网络的无损检测图像便可以进行快速、准确的识别了。这种方法的核心就是对图像的不同区域施加不同的影响因子,进而可以自适应地同区域赋予不同权重,这种处理会极大提高发动机无损检测图像识别的效率和准确率。选取30张底片(15张为正常底片,15张为带缺陷的底 片)分别进行智能与传统无损检测图像数据识别根据输入图像的视觉内容对不同区域赋予不同权重[2]。由于机器学习卷积操作所固有的全局共享特性,对整幅图像的任意区域的操作完全相同,因此,预处理的优势就是根据输入图像的不同(以下简称传统识别),对比情况如表1所示。
由表1可以看出,在准确率方面,智能识别的缺陷判定比例为57%,传统识别的缺陷判定比例为50%,智能识别的缺陷判定率要高于传统模式,并且所有传统识别为有缺陷的底片智能识别中均给出了缺陷判定;编号为013与017的底片智能与传统识别分别给出了缺陷与正常的不同判定,仔细核对底片后发现,013与017的底片与发生缺陷的底片极为相似,但通过解剖情况给出了黑色区域为富胶区而不是脱粘区的结论。在耗时方面,智能与传统识别分别耗时约2h与10h,智能识别耗时约为传统识别耗时的1/5。
3.3 图像测量
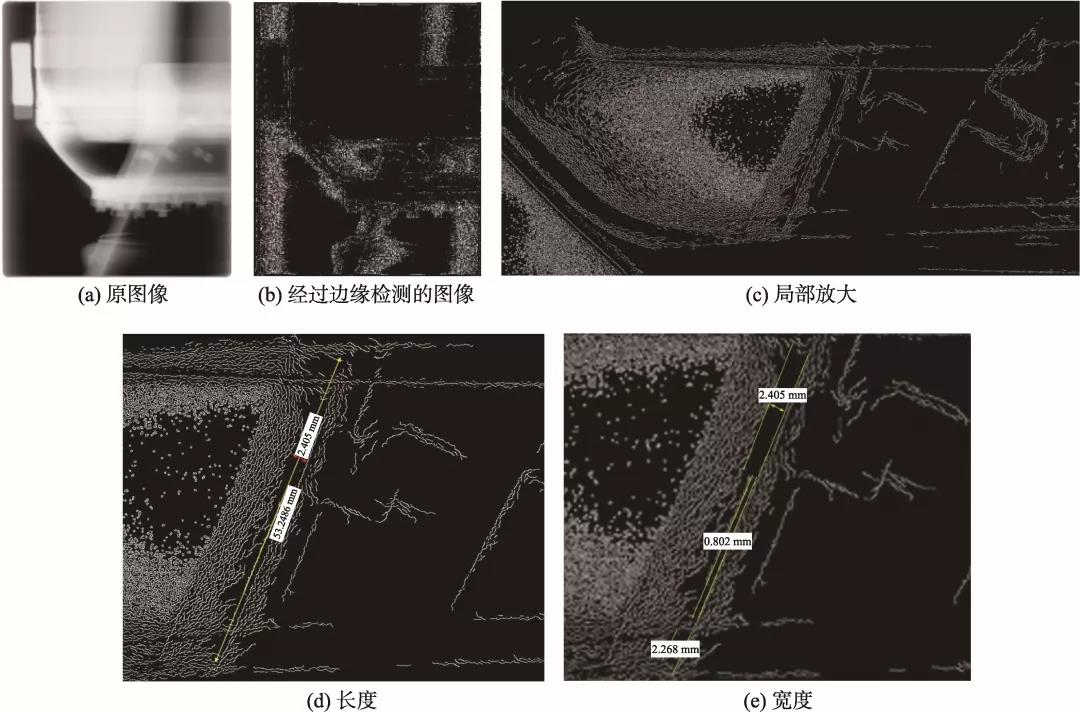
图像测量工作主要是对发动机无损检测图像的数据进行边界检测与测量。基于边缘的检测方法是把多边形的顶点或曲率变化大的物体边缘点作为特征点。由于特征点是物体边缘的集合,如果边缘定位出现偏差,就会对检测结果造成很大的影响[3],因此,图像测量对无损检测图像的清晰度与分辨率要求较高。在图像边缘识别的基础上准确找到缺陷的起始与结束点,计算像素点之间的距离即可完成图像数据的测量工作,测量过程如图5所示。
依然以某助推器的部组件的“脱粘”缺陷为例。在本例中,智能测量的脱粘长度为53.2486mm,脱粘最大宽度2.405 mm,最小宽度0.802 mm;传统测量的脱粘长度为55 mm,脱粘宽度约为1.6 mm。经过分析,传统人工方式的测量精度约为5 mm,而智能方式的测量精度可达0.2 mm,测量精度提升到原来的约25倍。
3.4 图像预测
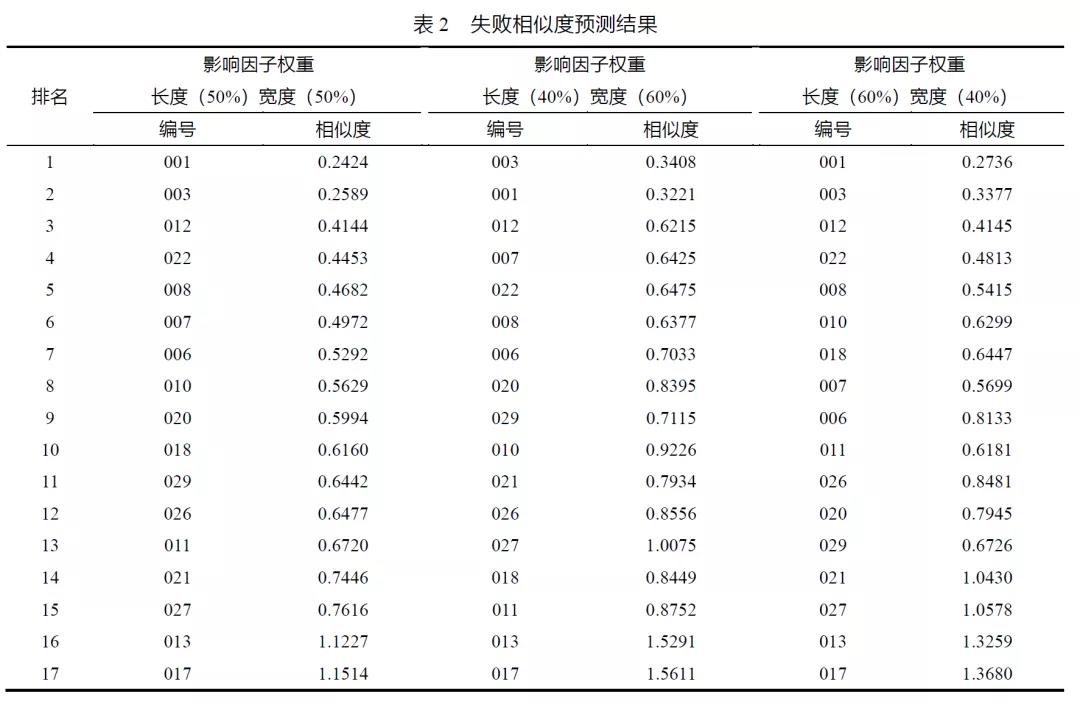
图像预测是在图像数据积累的基础上,利用机器学习算法进行影响因子优化和数据潜在联系挖掘等研究,找出与给定目标数据最相似的数据并给出预测结果[4-5]。依然以某助推器的部组件的“脱粘”缺陷为例,选取上例中发生脱粘缺陷的17组底片进行预测,判读影响因子为脱粘长度与宽度(长度和宽度的影响程度未知,经分析,影响权重相差不超过10%)。在发生“脱粘”缺陷的发动机中,已知有一台飞行失败,以这台发动机为基准进行无监督算法预测,经过归一化处理后的失败相似度预测结果如表2所示。
由于目前的目标样品较少(有明确结论的试验成功或失败检测图像数据),后续经过多次试验取得数据后,还可以对影响因子的权重进行优化,同时修正预测模型,进一步提高预测准确率。
04 构建系统原型
为固化基于机器学习的图像判读过程,同时积累数据及知识,本文提出一种发动机无损检测图像智能判读系统原型的构建方法。基于机器学习的发动机无损检测判读系统是在采集大量无损检测图像的基础上,通过大量已标记检测图像对具有学习功能的服务器进行训练,再经过机器学习算法的加持,形成具备发动机图像检测判别能力的算法模型。然后将待检测图像经过预处理对其进行初步分类,再将图像输送到相应的缺陷判别引擎进行判读。服务器经过计算和判别将结论传递到输出模块,最后再以可视化的行为展现结论。发动机无损检测智能判读系统组成及架构如图6所示。
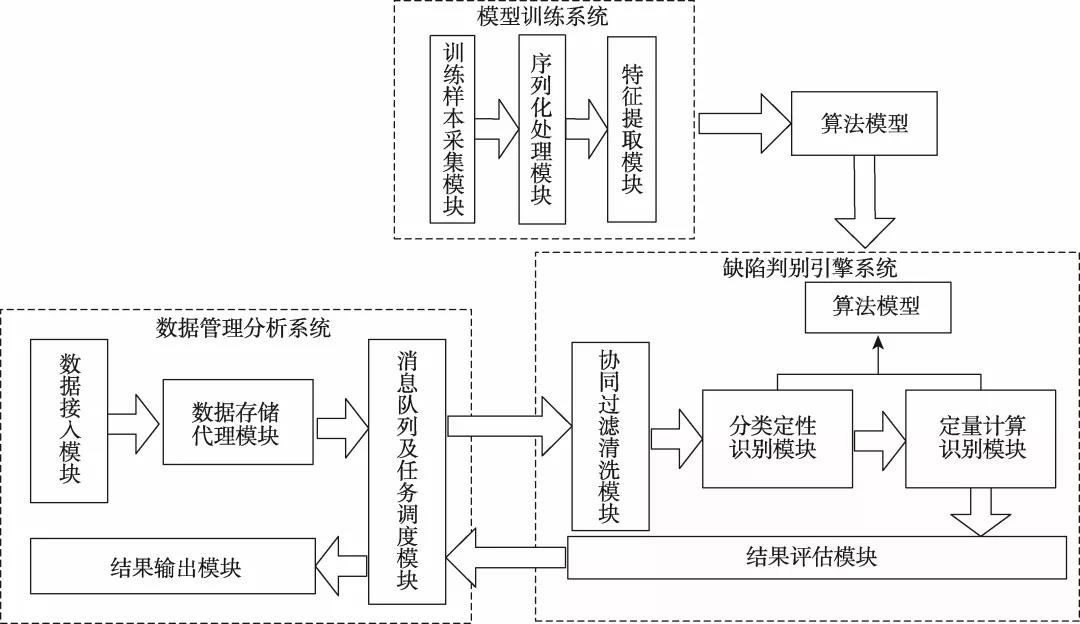
本系统由发动机模型训练系统(包括训练样本采集模块、序列化处理模块以及特征提取模块等)、缺陷判别引擎系统(包括算法模型、分类定性识别模块、定量计算识别模块、协同过滤清洗模块以及结果评估模块)和发动机无损检测数据管理分析系统(包括数据接入模块、数据存储代理模块、消息队列及任务调度模块以及结果输出模块)组成。
发动机检测图像判别模型训练系统的功能是在进行图像判别之前,提前对带有标注的训练样本进行学习训练,对训练样本进行局部化、序列化的处理,提取其中的关键特征,最终得到机器学习判读系统的重要内容,即算法模型[6-7]。算法模型是具备图像判读功能的判别算法,也是整个判读系统的核心。发动机检测图像缺陷判别引擎系统的功能是接到输入消息数据后,经过协同数据清洗,以算法模型为基础,使用定性分类和定量计算的方法进行图像缺陷判别,判别结果进入结果评估模块进行分析比对。发动机检测图像数据管理分析系统的功能是进行数据消息的传递和任务调度的优化。工作流程分为两个部分,一部分是将外部待检测的检测图像接入数据管理分析系统,经过数据存储代理后发往异步消息队列中,然后依据配置好的消息策略,分配任务资源,优化任务调度,最后发往缺陷判别系统进行判读;另一部分是将缺陷判别系统判读的结果接受到异步消息队列中,再依据消息策略将判读结果回传到结果输出模块中,输出判读结果,并给出可视化结果行为。
05 结语
机器学习算法为固体发动机无损检测图像判读提供了一种准确、高效的手段,有望取代传统判读方式广泛应用于工程领域。本文分析了目前固体发动机无损检测图像判读的现状,梳理了存在的问题,并引入机器学习相关技术开展了基于机器学习的图像识别、图像测量、图像预测等研究及工程应用工作。此外,本文还给出了一套完整的发动机图像判读方法,提出了一种智能判读原型系统的构建方式。这种方式不仅能够提高图像判读准确性、稳定性和效率,降低成本,还能同时为未来机器学习在固体发动机无损检测图像判读领域的深入应用提供实践探索和理论参考。
参考文献
[1] 吴喜之. 应用回归及分类[M]. 北京: 中国人民大学出版社, 2016: 152-169.
[2] ETHERM A. 机器学习导论[M]. 范明, 昝红英, 牛常勇, 译. 北京: 机械工业出版社, 2009: 146-168.
[3] 胡嘉骏, 侯丽丽, 王志刚, 等. 基于模糊C均值隶属度约束的图像分割算法[J]. 计算机应用, 2016, 36(s1): 126-129.
[4] 杨剑锋, 乔佩蕊, 李永梅, 等. 机器学习分类问题及算法研究综述[J]. 统计与决策, 2019(6): 36-40.
[5] 朱虎明, 李佩焦, 李成, 等. 深度神经网络并行化研究综述[J]. 计算机学报, 2018, 41(8): 1-23.
[6] 何清, 李宁, 罗文娟, 等. 大数据下的机器学习算法综述[J]. 模式识别与人工智能, 2014, 27(4): 327-336.
[7] BANKO M, BRILL E. Scaling to very large corpora for natural language disambiguation[C]. Proceedings of the 39th Annual Meeting on Association for Computational Linguistics(ACL), Toulouse, France, 2001.