今天为大家带来的是EBM技术。EBM技术最早由瑞典Arcam公司研发并取得专利。Arcam成立于1997年,专注于EBM设备的研发、制造,目前拥有超过50项相关专利,在全世界装机超过200套。国内方面,清华大学在国内最先开展EBM装备研发,掌握铺粉、电子束精确扫描、成形控制等关键技术,自主研发了多套样机并在多家企事业单位得到了验证,目前正通过某公司进行商业化。
EBM技术原理
电子束熔炼(Electron Beam Melting, EBM)是一种金属增材制造技术,最早由瑞典Arcam公司研发并取得专利。EBM的工作原理与SLM相似,都是将金属粉末完全熔化后成型。其主要区别在于SLM技术是使用激光来熔化金属粉末,而EBM技术是使用高能电子束来熔化金属粉末。
 高能电子束熔化金属粉末
高能电子束熔化金属粉末
EBM技术在打印之前,铺设好一层粉末后,电子束会多次地快速扫描粉末层使其预热,粉末处于轻微烧结状态而不至于被熔化。这是EBM技术独有的一个步骤。SLM最多可预热温度300℃,而EBM技术可采用电子束扫描对每一层金属粉末进行预热,使零件在600~1200℃范围内加工成形。下图是电子束的预热过程,由于电子束可以快速跳转,看起来有多条扫描线在加热粉末床。
 EBM的电子束预热过程
EBM的电子束预热过程
具体的打印过程为,计算机将物体的三维数据转化为一层层截面的2D数据并传输给打印机,打印机在铺设好的粉末上方选择性地向粉末发射电子束,电子的动能转换为热能,选区内的金属粉末加热到完全熔化后成型,加工成当前层。然后活塞使工作台降低一个单位的高度,新的一层粉末铺撒在已烧结的当前层之上,设备调入新一层截面的数据进行加工,与前一层截面粘结,此过程逐层循环直至整个物体成型。
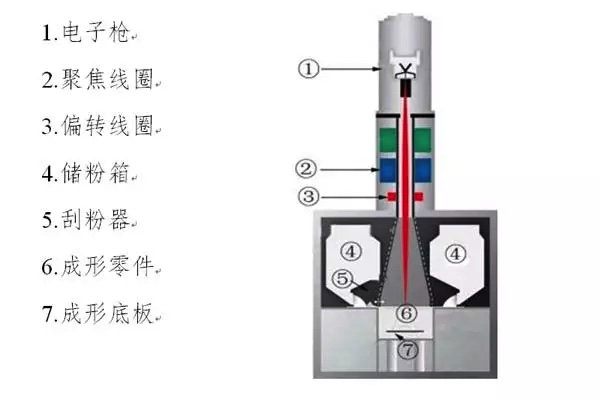 EBM设备结构图(图片来源:华南理工)
EBM设备结构图(图片来源:华南理工)
EBM对零件的制造过程需要在高真空环境中进行,一方面是防止电子散射,另一方面是某些金属(如钛)在高温条件下会变得非常活泼,真空环境可以防止金属的氧化。
EBM与SLM对比
SLM和EBM设备都是以高能束流为热源,根据CAD分层数据选择性的扫描熔化粉床上的金属粉末,层层叠加来形成金属零件。二者的差异主要有三方面:
1.热源不同。SLM采用激光为热源,EBM采用电子束作为热源;
2.成形工作环境不同。SLM技术在惰性气体条件下熔化成形,EBM技术在真空条件下熔化成形;
3.工作成形热温度不同。SLM最多可预热温度300℃,EBM技术可采用电子束扫描对每一层金属粉末扫描预热,使零件在600~1200℃范围内加工成形;
4.铺粉厚度不同。EBM的粉末层厚度在50-150um之间。粉末厚度大,零件就可以在更短的时间内制造完成,因而更加高效。通常EBM的效率是SLM的3倍。
5.粉末粒径不同。EBM的粉末粒径相对较粗,分布在45-105um。而对于SLM工艺,过粗的粉末有不能熔透的风险。粉末粒径越细,价格越高,因此EBM的耗材更加经济。
EBM优势&技术限制
EBM优势
电子束的能量转换效率非常高,远高于激光,因此能量密度高,粉末材料熔化速度更快,因此可以得到更快的成型速度,且节省能源;
高能量密度能够熔化熔点高达3400摄氏度的金属;
电子束的扫描速度远高于激光,因此在造型过程中可利用电子束对每一层金属粉末扫描预热以提高粉末的温度。经过预热的粉末在造型后残余应力较小,在特定形状的制造上会有优势,且无需热处理。
EBM技术限制
金属粉末被电子束进行预热后会变成轻微烧结的状态,制造结束后,EBM的未造型粉末需要通过喷砂等工艺去除,若是复杂造型内部会有难以去除的问题;
需要额外的系统设备以制造真空工作环境,因此设备较为庞大;
EBM技术成形的零件表面粗糙度大于SLM技术。
EBM应用
EBM材料
EBM的材料一般为多金属混合粉末合金材料,如目前主流的Ti6Al4V、钴铬合金、高温铜合金等等。这些材料具有自己独有的一些特征,如高温铜合金具有高相对强度、潜在的用于高热焊剂的应用、极好的升高的温度强度、极好的热传导性、好的抗蠕变性等特征。
目前已经商业化应用的EBM材料有:CoCrMo合金,纯铜,纯铁,316L不锈钢,H13工具钢,金属铌,镍基合金,纯钛,钛合金,TiAl基合金。
 用于EBM技术的金属粉末(图片来源:南极熊)
用于EBM技术的金属粉末(图片来源:南极熊)
EBM可用于模型、样机的制造,也可用于复杂形状的金属零件的小批量生产。EBM技术可广泛应用于航空航天及工业领域的轻量化整体结构、高性能复杂零部件的制造(如制造起落架部件和火箭发动机部件等),以及医疗领域多孔结构骨科植入物的制造。
 EBM技术在骨科的应用(图片来源:Arcam)
EBM技术在骨科的应用(图片来源:Arcam)
 EBM的应用案例(图片来源:南极熊)
EBM的应用案例(图片来源:南极熊)
EBM还能够制造传统加工方法难以制造的金属材料,比如常用于航空发动机的高温合金。
 EBM技术制造的TiAl基合金叶片(图片来源:Arcam)
EBM技术制造的TiAl基合金叶片(图片来源:Arcam)
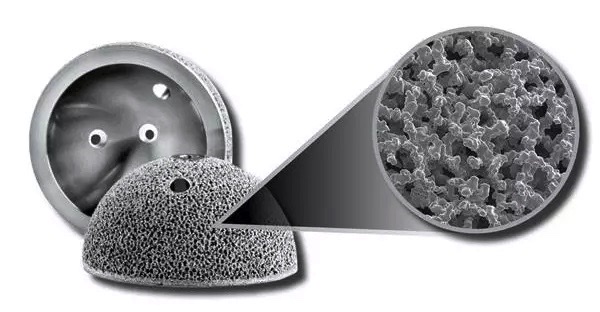 EBM制造的具有多孔表面的髋臼杯(图片来源:ARCAM)
EBM制造的具有多孔表面的髋臼杯(图片来源:ARCAM)