利用X射线具有较强的穿透能力,并可使照相胶片感光和不同形态物质对X射线的吸收不同的原理可进行X射线探伤。X射线探伤是现代工业生产中质量检测、质量控制、质量保证的重要手段,一般用于金属或非金属等材料制成的零部件、铸造及焊接部件的无损检测,以确定其内部缺陷,如夹渣、裂纹、气孔、未焊透、未熔合等。在机械装备的失效分析中,特别是确定不良品的缺陷性质时,可采用X射线探伤进行缺陷定位和辅助定性。
X射线照相法
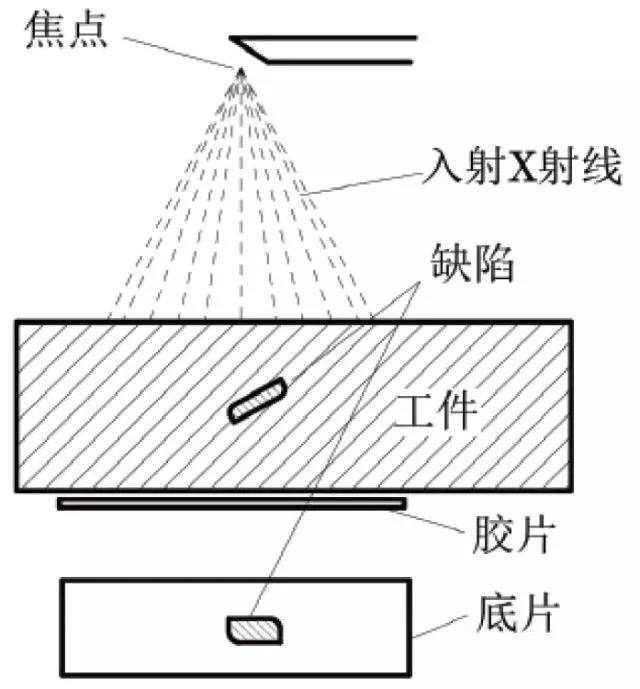
GB/T 6417.1-2005中规定,在焊接接头中因焊接产生的金属不连续、不致密或连续不良的现象简称“缺欠”,超过规定值的缺欠称为焊接缺陷。缺陷区域与基体之间的密度差异(或成分差异)会导致被检工件与其内部缺陷介质对X射线的能量衰减程度产生差异,导致射线透过工件后的强度不同,对胶片的感光不一致,于是在胶片上形成黑度不同的影像,使缺陷在射线底片上显示出来,这就是X射线探伤的基本原理。
应用实例
某航天设备上的零件压气机采用7055高强度喷射铝合金材料制造,其主要加工工艺流程如下:喷射沉积制坯→热挤压→热处理→精加工→模拟试验。箱体长的方向为挤压方向,也是喷射成型的圆锭轴向。热处理设备为箱式炉,热处理后进行了超声波探伤,未发现缺陷,然后进行精加工,达到图纸技术要求后进行模拟试验,运行约400万次后发现局部表面开裂。开裂部位内腔压力为0~30MPa,脉冲频率为6.667Hz。

由于该零件结构比较复杂,若分析前盲目进行切割,则有可能造成开裂面的不完整,甚至会导致开裂源区重要失效信息丢失,影响整体失效分析。为此,首先对其进行X射线探伤,初步确定了裂纹的大概位置,发现存在两条长度分别为46mm和103mm的裂纹。然后采用工业CT检测对裂纹进行更精确的定位和3D成像,进一步了解裂纹在零件中的具体位置和范围。
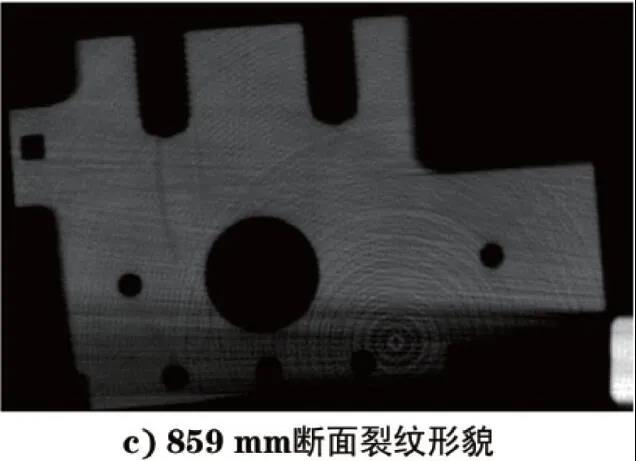
根据X射线探伤、工业CT的断层扫描以及宏观观察结果,再结合该零件的设计图纸,判断裂纹位置如下图(a)中标识位置,然后规划了切割方案,对试样进行解剖,打开的裂纹面见下图(b),可见开裂面比较完整,未见塑性变形,可见明显的放射纹,根据放射纹的收敛方向判断裂纹源位于下图(b)中椭圆形标识部位。后经进一步的失效分析,结果表明该压气机在模拟试验前机身内部二级压力腔Ф18mm通孔的过渡圆角处就已经存在老裂纹,即下图(a)中箭头标识处,该裂纹是在热处理过程中形成的,然后在模拟试验过程中于交变应力作用下产生了疲劳扩展。
物相分析技术
X射线衍射是通过对材料进行X射线衍射,分析其衍射图谱,获得材料的成分、材料内部原子或分子的结构或形态等信息的研究手段。X射线衍射是试样宏观体积(一般为100mm2×10μm)内大量原子行为的统计结果,它与材料的物理、化学及力学性能有直接、密切的关系。
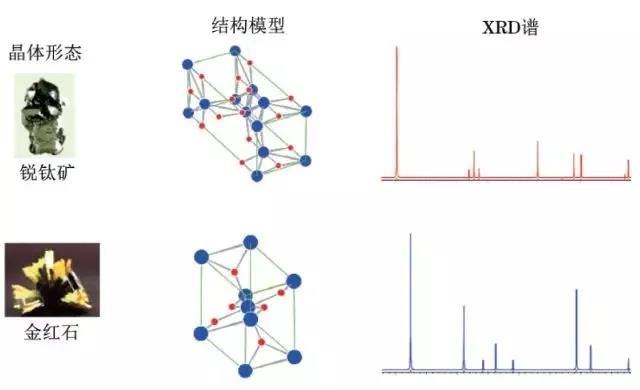
X射线衍射能确定试样中不同的组成相,包括区分相同物质的同素异构体,也能计算各相的相对含量,这就是物相的定性和定量分析。下图示意了两种TiO2晶体的结晶形态、结构模型以及X射线衍射谱。