焊缝的内部缺陷通常会使用无损检测方法进行辨别,X射线是最常用于焊缝缺陷检测的无损检测技术手段。X射线能够穿透金属件,由于缺陷位置与正常部位金属的密度不同,所以在X-Ray检测设备上所呈现的图像明暗对比不同。焊缝不同缺陷的X射线检测图像存在以下差异。

1、在检测图像中,气孔的边缘轮廓不明显,外形为有规则的圆、点状或蛹状黑影,其图像颜色深浅度一般中心处较大,均匀地向边缘减淡。此外还有针形柱形的气孔,有密集的、链状的,也有单个的。自动焊焊缝中的气孔比手工焊的大,图像颜色较深,呈圆形或卵形,边缘较明显,多分布在焊缝中心处。

2、夹渣会呈现出不同形状的黑影,外形不规则,边缘轮廓分明、颜色深度均匀并呈现出带有棱角的黑色点状和宽窄不均的条状影像,分布无一定规律,群状的夹渣一般呈较密的黑点群。
3、根部未焊透的图像会在焊缝根部区域呈现深度均匀、轮廓分明的直线,有的很细,有的较宽。
4、层间未焊透在图像上会呈不规则形状,有的呈条状,分布在焊缝的任意位置上。层间未焊透影像色泽呈深灰,当有夹渣存在时,则影像颜色较深。
5、坡口边缘未焊透在焊缝边缘呈细而断续的直线状黑影,黑度不均匀,通常是断续分布的,并和焊道中线偏离。当坡口是U形时,则影像黑底较深而宽度较窄。当坡口边缘未焊透以单个存在时,长度也不会太长。
6、焊接裂纹图像呈暗黑色、轮廓分明的波状、直线状和分枝状的细纹,两端尖细,中间稍宽。当焊接裂纹和X射线照射方向成一定角度时,则影像呈淡淡的灰雾暗影。
7、焊瘤呈白色斑点,很容易辨认。
8、咬边缺陷沿焊缝边缘呈暗黑色波浪状线条。有时由于射线方向有些倾斜,咬边投影不在底片上的焊缝边缘,呈暗黑色波浪状线条,往往一侧黑度较大。
9、内凹缺陷在焊缝根部区域显示出边缘模糊黑影,而且是中部黑度较大,逐渐向边缘变淡。
以上各类焊缝缺陷的X-Ray检测图像特征有利于检测人员分辨焊缝缺陷种类,确定缺陷位置和大小,进而帮助焊接件进行返工,发现更多焊接过程中缺陷产生的原因,进一步提高焊接工艺。



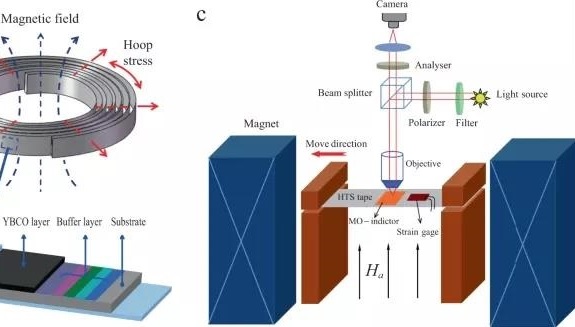
超导带材损伤演化检测技术获得突破