无损检测与在线检测都是现代化自动化工业生产所需的检测模式,定制精密仪器,提供更便捷的检测方式,既实现了高效率的测量,也带来了更多的经济效益。
无损检测是指在不损害或不影响被检测对象使用性能,不伤害被检测对象内部组织的前提下,利用材料内部结构异常或缺陷存在引起的热、声、光、电、磁等反应的变化,以物理或化学方法为手段,借助现代化的技术和设备器材,对试件内部及表面的结构、状态及缺陷的类型、数量、形状、性质、位置、尺寸、分布及其变化进行检查和测试的方法。无损检测是工业发展必不可少的有效工具,在一定程度上反映了一个国家的工业发展水平,无损检测的重要性已得到公认。在线检测就是通过直接安装在生产线上的设备,利用软测量技术实时检测、实时反馈,以便更好地指导生产,减少不必要的浪费。
在线无损检测更是备受现代工业化生产青睐的检测模式,下面简要介绍几种在线无损检测方案:
01 光电无损检测方案
光电检测的基本原理是把光强度或光传播方向的变化转换成电信号的变化,从而实现检测(显示)或控制的目的。被广泛应用于通讯、安检、防盗、医疗等众多领域。
光电无损检测用于外径、宽度、厚度、直线度、回弹量、螺纹钢内径肋高、小型轧材的长度高度位置等的检测。检测方法为非接触无损在线检测,可分为直线型和反射型光电检测,常用的高精度在线检测方式为平行光检测法,也可将两种方式结合使用,用于大宽度板材的高精度检测。
1.直线型光电检测
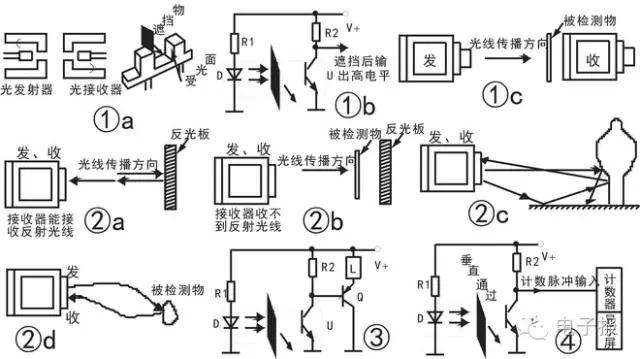
直线型光电检测的特点是光发射器与光接收器不在同一侧。它的基本原理可用(图1a)所示的槽隙式光电检测来说明:当光发射器D发出的光未被遮挡物遮挡时,光接收器U就会因接收到发射光而呈低阻。此时它的集电极就输出一低电平。当光发射器发出的光被遮挡后,光接收器U就会因接收不到发射光而呈高阻(应用电路见图1b)。
有时为了检测需要,光发射器与光接收器的距离可能相隔较远(如图1c),可达几米乃至几十米。它与上述槽隙式光电检测相比,优点是能够检测比较大的物体。
2.反射型光电检测
反射型光电检测的特点是把光发射器与光接收器装入同一装置中,可分为镜面反射式光电检测、漫反射式光电检测及全反射式光电检测三类。(1)镜面反射式光电检测
它的工作基本原理可用图2a所示的反光板光电检测来说明:当光发射器向反光板发射光束时,若发射光没有被被测物体遮挡时,发射光线会被反光板作镜面反射回来后由光接收器接收。当有被测物体出现在光的传播路径上时,光接收器就会因接收不到光线而输出控制信号(示意图见图2b,注:控制信号可以是高电平,也可以是低电平),从而控制相关设备工作。
(2)漫反射式光电检测
漫反射式光电检测与上述镜面反射式光电检测的原理基本相同。也是把光发射器与光接收器装入同一装置中,但在装置的前方没装反光板。正常情况下光发射器发出的光,光接收器是收不到的。当有被检测物体出现在光的传播路线上时,将会有部分光线反射回来,被光接收器收到,示意图见图2c。于是光接收器输出一个控制信号,实现检测。它的缺点是由于只能接收部分反射光线,所以精确度不是很高。
(3)全反射式光电检测
全反射式光电检测是将光发射器发出的光利用光导纤维的全反射特性引导到检测点,检测点的反射光信号也通过光纤引导到光接收器。光接收器然后将反射回的光信号转化为电信号输出,示意图如图2d所示。全反射式光电检测的显著优点是光在传播过程中损失极小,故能检测非常细小的物体,并能在高温(玻璃光纤可在200℃下工作)、强腐蚀的恶劣环境下工作。
02 激光检测方案
激光检测方案既有接触式检测方法也有非接触式的检测方法,具体采用哪种检测看轧材所需。常用的传感器有激光位移传感器、激光测距传感器、二维激光测量传感器、激光位敏传感器四种。
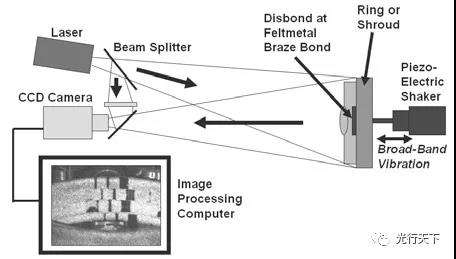
激光非接触检测常用于厚度、宽度、三维曲面扫描、表面缺陷等检测。另外可应用于大直径管内径及管端壁厚的检测、长管内孔直线度检测等。激光全息无损检测是利用激光全息干涉来检测和计量物体表面和内部缺陷的,这种技术的原理是在不使物体受损的条件下,向物体施加一定的载荷,物体在外界载荷作用下会产生变形,这种变形与物体是否含有缺陷直接相关,物体内部的缺陷所对应的物体表面在外力作用下产生了与其周围不相同的微差位移,并且在不同的外界载荷作用下,物体表面变形的程度是不相同的。用激光全息照相的方法来观察和比较这种变形,并记录在不同外界载荷作用下的物体表面的变形情况,进行比较和分析,从而判断物体内部是否存在缺陷,达到评价被检物体质量的目的。
03 射线检测方案
利用X射线测量防水板、塑料板等板材的厚度,并通过APC控制系统根据厚度尺寸控制生产线各个模头的加热温度,实现对产品质量的自动控制。
X射线扫描数字化在线检测技术可以实现远程在线全速检测,不影响正常生产,并能再现被检工件的直观透视图像,进行计算机分析,精确定位缺陷位置,并对损伤状况进行分类、定位及损伤程度评估告警。可以做到对工件的定时、随时检测,大大减轻了操作人员的工作量,并最大程度地保证生产的安全运行。
工业CT与普通的X射线检查不同。它通过连续获取2D断层图像来执行3D图像重建,因此它可以收集更多信息并具有更强的检测能力。它不仅可以检测缺陷的形状,位置和大小,而且可以结合密度分析技术确定缺陷的性质,从而解决长期以来一直困扰着缺陷空间定位和深度量化等综合定性问题。CT设备更加注重细节,图像的处理精度很高,包括运动精度和旋转精度。因此国际无损检测界将工业CT视为最好的无损检测方法。
04 机器视觉检测方案
视觉检测系统由硬件和软件两部分组成,硬件系统包括镜头、光源和工业摄像(接收系统),软件系统包括图像识别系统和核心计算法等。视觉系统的光源通常采用发散性小、精度高的激光作为介质,以工业相机为测量传感器,经过图像采集→图像处理→数据生成→数据计算等步骤实现物体几何尺寸的测量。
机器视觉检测方案常被应用于直径、宽度、长度、螺纹钢、内孔、端面等的检测。在自动化汽车生产线中,视觉系统必要时需要同机器人匹配应用,并与生产线的PLC控制系统建立联接,以实现测量、检测、定位和识别的功能。
机器视觉检测系统具有如下特点:采用非接触式测量方式,提高了响应速度,对生产线影响小;具有长时间的稳定、可靠地重复工作的性能,适用于汽车等连续化的流水线作业;适合在安全风险高、人机工程恶劣和环境差的区域工作。以上诸多优点使视觉检测系统在汽车行业中得到了广泛的应用。