来自曼彻斯特大学的 Lin Li院士团队的综述给出了采用三种激光增材制造技术.即SLM,DED和 LIFT三种技术在多元金属3D打印中的应用.并从宏观到微观介绍了其研究进展和发展趋势,该文发表在近期出版的期刊《 Int. J. Extrem. Manuf》上。
文章摘要:
增材制造作为一种可以实现定制化的3D打印功能性的先进制造技术受到人们的广泛关注。该技术具有自由设计,减少制造步骤,减少制造成本和减少制造流程的环节等优点.然而,现存的金属3D打印技术,主要针对的是单一材料的打印.随着对金属3D打印部件需求的不断增多,需要开展两种或者更多种的异类材料在一个部件中制造出来.因此,研究多材料的3D打印开始受到人们的关注.激光是当前广泛的应用到金属的3D打印的一种热源.在这里,我们为大家报道了以激光技术为基础的宏观到微观的多元金属的3D打印的研究进展和发展趋势.在文章提到的激光为基础的3D打印技术包括:粉末床打印SLM,激光能量直接沉积技术DED和激光诱发向前转移技术( laser-induced forward transfer, LIFT)这三种技术在多元金属增材制造中的应用.其相关原理和工艺/材料的特征均给予了介绍.潜在的应用和面临的挑战也给予了讨论.最后,该技术的未来研究方向和展望也给予了介绍。
全文概述:
增材制造(AM,又叫3D打印)是一种快速原型技术和制造技术,利用高能束流将粉末状或者丝材通过熔化的办法进行层层连接而形成三维实体材料的一种制造技术.AM制造技术同传统的制造工艺相比较,其优点在于高的制造效率,材料浪费少,制造流程短,可以制造复杂形状的部件和减少部件制造的生产环节.激光可以以很小的激光束来进行加热熔化材料,因此其熔池和热影响区均可以很小,从而使得其能量密度比较 高,能量就可以很好的控制,从而制造出精确的部件出来.因此,激光为能量源的3D打印技术得到了广泛的应用,尤其是在制造高熔点金属的AM制造上.宏观尺寸的激光增材制造技术包括:以粉末床为基础的SLM技术和激光能量直接沉积DED技术.进行微观3D打印,实现微纳制造的3D打印技术为激光诱发向前转移技术( laser-induced forward transfer, LIFT),激光微观熔覆,显微立体光刻(micro-stereolithography),双光子光聚合(two-photon polymerization),激光直写(laser direct writing (LDW)),脉冲激光沉积等。
多材料的增材制造开始受到广泛关注.同常见的AM技术相比较,多元金属材料的增材制造将材料的自由设计,例如将结构和功能集合在一起实现材料性能的定制(如局部的耐磨损,高的热导率,绝热,耐腐蚀等),甚至在3D打印部件中引入新的自由设计.刚开始的多元金属增材制造主要局限在聚合物材料的打印上.然而,但聚合物材料不能满足高温,高载荷和强振动的场合.此外,聚合物材料通常缺少导电和导热的性质,从而不能满足功能器件的要求.因此,航空航天,国防,医疗和核电等工业可以得益于金属为基础的多元增材制造技术的自由设计技术,来进一步的提高功能的集成性和减少制造成本。
多元金属增材制造技术,作为一种新问世的技术,仍然处于胚胎发育时期.Chen等人综述了采用不同材料制造具有功能梯度的材料系统,采用的材料为Ti基,Fe基体等,使用的是DED技术,同时采用SLM技术制备了梯度的支架.Yan等人则报道了采用L-DED技术制备功能梯度材料的研究进展.Mahmoud等人则报道了一个类似的综述,制造对象是以骨科植入物的应用为目的的.Bandyopadhyay等人则报道了多元材料打印为基础的聚合物材料,金属-金属,金属-陶瓷材料组合的打印以及该技术所带来的优点.以DED为基础的多元材料的增材制造方面的综述比较多.需要注意的是,对以金属为基础的多原材料的增材制造的综合性的综述还比较少,尤其是涵盖宏观到微观制造的,更是没有,尤其是最近关于SLM和LIFT为基础的多元材料的增材制造非常少见.在本文中,来自曼彻斯特大学的研究人员总结了近年来关于以金属为基础的多元金属增材制造技术从宏观到微观尺寸的制造及其应用,尤其是以SLM和LIFT为基础的多元金属增材制造的工艺及其技术.对于该技术的潜在应用和面临的挑战以及未来的展望均给予了介绍。
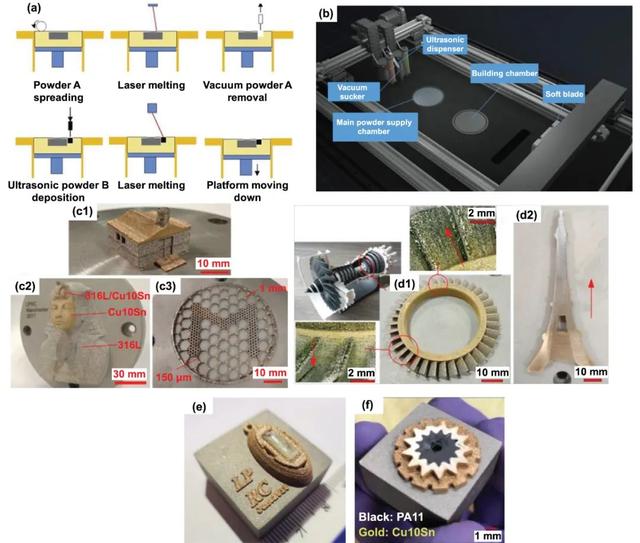
位于英国的曼彻斯特大学发展了一种以超声振动为基础的精密送粉装置,见图1(a)来实现SLM过程中的粉末材料的输送.这一办法是采用超声波在固体介质中来精确的控制精细粉末的输送,同时使用一个辐射的高频振动的微型振动电机来连续的将聚焦在喷嘴的粉末进行松散以确保粉末的稳定流动.超声振动装置的喷嘴的针径是粉末平均直径的20倍,以确保粉末的分散和粉末层所需要的厚度.然而,这也造成超声振动的粉末输送速度会比较低.为解决这一问题,,曼彻斯特大学的研究人员将传统的粉末输送机理,点对点的真空粉末移除和点对点的超声粉末分配结合在一起来输送 多材料到指定的位置.如图1a所示,主送粉A通过粉末刀或者刮刀来增加工艺的效率,一个微型的真空粉末移除办法和和一个超声粉末分配的办法用来精确的移除未熔化的粉末A和沉积第二次的粉末B,两者是分别进行的.他们将这一装置集成到SLM系统中,见图3b所示,来打印一系列的多材料,见图1 (c1)–(c3)) ,其组成为316L不锈钢和Cu10Sn铜合金粉末来验证该多材料打印系统的可行性.得益于该粉末分配系统的结构紧凑性,他们将6个粉末输送装置排列在一起来储存和沉积6种不同的粉末来制备出成分不同的粉末所制造的部件,并成功的制备出功能梯度的部件来,见图1 (d1) 和 (d2)).功能梯度材料的优点在于其物理性能,优异的热性能可以梯度的从一种材料变化到另外一种材料,同时还可以避免由于材料性能的突然变化所带来的缺陷的形成。曼彻斯特大学 已经实现了SLM技术制造多元材料并实现材料物理性能的定制.来自曼彻斯特大学的研究人会员将进一步的拓展上述技术的应用,将应用到打印金属/玻璃样品上,见图1e和金属/聚合物上,见图1f和金属/陶瓷样品上。
同传统的LSM技术打印单一材料相比较,在多元材料的SLM制造过程中,异种材料的连接是一个非常重要的话题.正如焊接异种材料一样,其工艺过程显著的影响着整个部件的性能.对于不同的材料组合,其相容性,可混合性以及材料的热性能都是在设计阶段需要考虑的问题.为了在SLM过程中实现多元材料获得理想的机械性能和冶金性能的接头,研究人员研究了不同的连接策略,包括直接连接,功能梯度连接和界面处过渡层连接等手段,如图2所示.早先的研究使用了不同的金属组合来进行多元材料的连接.
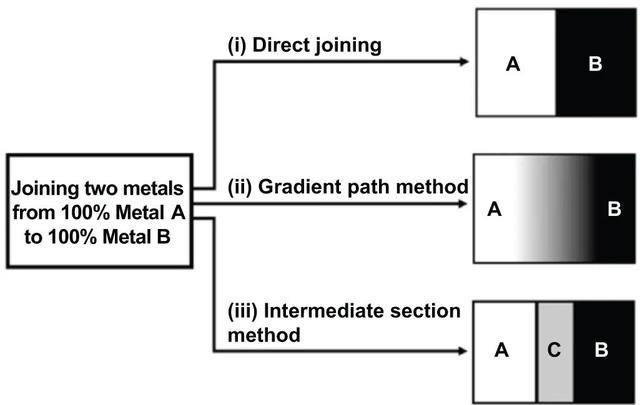
图2 连接异种材料时的不同连接策略
Pan等人采用以激光为能量源的DED技术制造了In625-Cu双金属结构材料.In625直接在Cu基材上进行制造,没有裂纹和有少量的气孔沿着界面被观察到.同纯粹的In625部件相比较,这一双金属部件呈现出提高的热导率.然而,面临的挑战是如何在双金属的结合区获得理想的连接层,因为两者材料的热-物理性质是显著不同的.功能梯度材料可以消除尖锐的界面所带来的问题和形成一个在两个材料之间平滑过渡的界面来.一个典型的功能梯度材料可以减少机械应力和热应力以增加部件的使用寿命.而且,有可能通过控制化学成分的变化来实现避免不应该出现的相的存在.Onuike等人报道了以激光为基础的DED连接的制造的镍基合金 (In718)/铜合金 (GRCop-84) 的双金属的比较结果:一种是直接在In 718上沉积 GRCop-84铜合金,另外一种则是成分梯度变化.结果显示,不同材料之间的性能的不匹配造成直接连接材料的失效.相反,功能梯度的材料具有异种材料的性能的定制,增加了其相容性和提高了异种材料之间的连接性能.Zhang和 Bandyopadhyay采用激光为能量的DED技术制造了Ti6Al4V-Al12Si材料,其结果见图3所示.其显微结构图显示了样品中不同区域的显微结构的变化,这主要受到激光功率和成分的双重影响的结果.
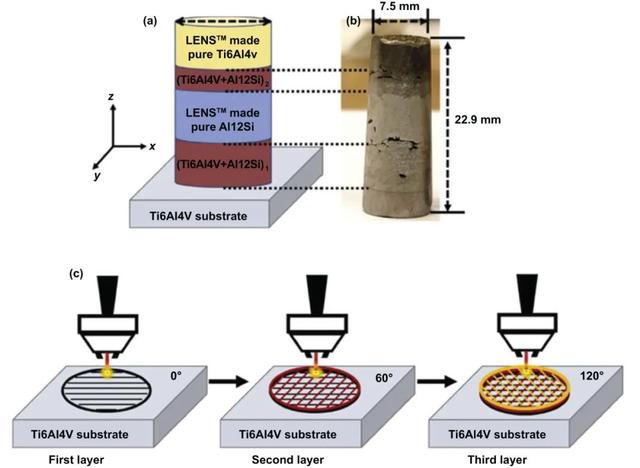
图3 L-DED制造的 Ti6Al4V-Ai12Si 部件: (a) 设计的功能梯度(FGM)的圆柱体的直径为12.7mm; (b) Ti6Al4V-Al12Si 功能梯度材料(FGM) 结构在表面精饰之后的结果, (c) 激光扫描路径的角度分别为0, 60, 120.
如新加坡南洋理工大学的研究人员采用SLM技术进行了AlSi10Mg和 UNS C18400 铜合金多元材料的制备,见图4.其界面采用 FIB, SEM, XRD, EDS 和 EBSD等手段进行了分析表征.结果发现Al2Cu 金属间化合物相会在SLM制造后的 Al/Cu 连接界面处形成.SLM制造后的Al/Cu合金样品的拉伸性能为176 ± 31 MPa,三点弯曲强度,对于Cu来说为200 MPa,对于Al来说为 500 MPa.进一步的分析则表明金属间化合物的形成将界面处的断裂机制从韧性断裂向脆性的解理断裂转变.其显微应为硬度在界面处变化较大,这是因为金属间化合物形成的缘故.
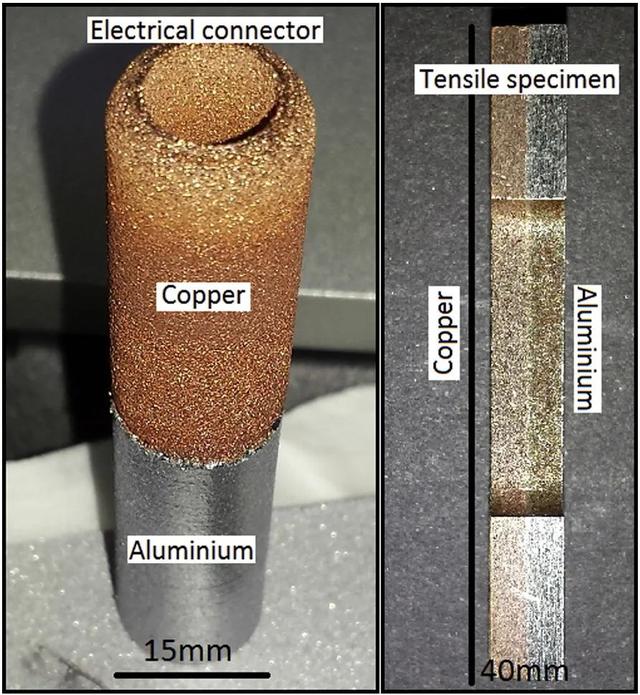
图4 Al合金/Cu合金电连接器和拉伸样品(南洋理工大学的成果)
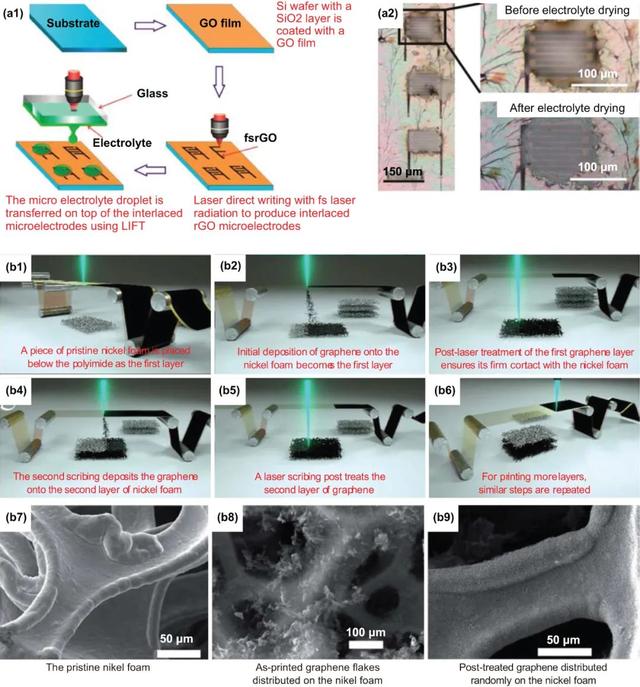
一个非常重要的限制,限制微型的电子器件的制造的技术是粉末存储器件的限制.后者主要取决于电极的尺寸.Shen等人报道了一个采用飞秒激光来减少石墨烯氧化物来制造微型超级电容器的微型电极材料,如图5(a2)所示,这些电极的手指所具有的长度为 100 μm, f宽 8 μm, 间距为 2 μm.紧接着,作者使用LIFT技术来精确的滴下电解液滴到每一电极的顶部以避免额外的电解质浸润其他的电极部件和造成干扰.整个过程的流程见图5(a1).作者发现介孔结构在石墨烯和小尺寸的电极且具有窄宽度和小扫描间距的区域形成,可以有效的提高离子的扩散和提高超级电容器的电化学性能,包括高的单位电容 (6.3 mF cm2和 105 F cm3)和在1000次循环之后具有~100% 阻滞.
展望:
在过去的几十年里,以激光为能源的AM制造技术经过了广泛的研究,,对不同材料的组合进行研究以实现在一个工艺过程中在一个部件上实现打印异种材料,同时实践也证明不同的AM制造技术可以用来加工多元金属部件,实现从达到米级的尺度的部件,小到微米尺度的器件.这些研究为以激光为基础的多元材料的AM制造从实验室走向商业应用奠定了坚实的基础.激光为基础的多元材料增材制造技术具有很多显著的优点,同传统工艺相比较,如简化了工艺制造流程,增加了设计的自由度和减少了原型制造的成本和时间等.多元材料增材制造技术未来的应用将会是多学科交叉融合的结果,包括机械工程,制造工程,材料科学,电子,光子,生物学和其他学科等.如何将复合制造系统整合到一起,实现部件的长期的服役可靠性尚需要进一步的研究.解决这些挑战需要我们不断的努力,但随着应用领域从航空航天到能源等领域的应用和工业界的人士的不断参与,终究会找到解决办法.
文章来源:Chao Wei et al 2021 Int. J. Extrem. Manuf. 3 012003,An overview of laser-based multiple metallic material additive manufacturing: from macro- to micro-scales.
参考文献:Interfacial characterization of SLM parts in multi-material processing: Intermetallic phase formation between AlSi10Mg and C18400 copper alloy,Materials Characterization,,Volume 107, September 2015, Pages 220-227,