北美无损检测(NDT)市场正在迅速增长,全球范围内也有类似的增长。这有两个原因:无损检测几乎适用于每个行业,并且无损检测技术可满足几乎所有检测需求。

随着NDT的广泛使用,有些技术的性能优于其他技术。最受欢迎的两个是超声测试(UT)和磁粉检查(MPI)。
在本文中,我们着眼于超声测试与磁粉探伤每种方法的优缺点和使用时机。
磁粉检查
磁粉探伤(有时称为磁粉探伤)是一种非常常见且易于使用的NDT技术。顾名思义,它通过使测试仪在被检查物体周围产生磁场来起作用。这是通过永久或电磁感应磁场(例如来自载流线圈的感应磁场)或流过对象的直流电来完成的。
然后将被测物体涂上微小的铁颗粒。电流将颗粒磁化到表面,露出任何缺陷。
磁粉探伤的好处
尽管这看起来很复杂,但实际上非常简单且易于使用。它速度快,价格便宜,并且许多MPI仪器都是便携式的。
MPI被认为比使用染料渗透剂的检查更为准确,有效和高效。MPI在检测物体表面缺陷方面非常出色。
磁粉探伤的弊端
MPI的最大缺点可能是,它对地下缺陷或裂缝的使用更为有限。当测量表面裂缝的高度或深度(仅长度和宽度)时,它不是特别有效。这导致检查人员仅收到有关潜在问题的部分视图。
另一个缺点是它本质上是主观的。它依靠检查员的解释,为人为错误留有余地。如果磁场未完全对准,则读数也可能不准确。
虽然MPI易于使用,但只能用于铁磁材料(可磁化的材料)上。它们必须清洁且未上漆,然后必须消磁。
实际上,由于这些缺点,现在许多人正在将涡流阵列(ECA)测试作为对MPI的替代选择,以检测表面和亚表面缺陷。ECA提供了一种快速,易于使用的技术,无需进行大量的表面处理,也没有完整的检查记录。
超声波测试
超声波测试 是最早的无损检测技术之一,其历史可以追溯到1950年代。从那时起,技术已经发展到可能无法识别原始UT技术的地步,但是原理保持不变。
在超声测试中,将换能器手动移动到对象上方。换能器将高频声波引入到材料中,空心点(微小的裂缝,发际线裂缝,微小的裂缝)会产生回声。
这些声波用于创建对象的完整3D图像,使用户可以客观地看到缺陷在哪里以及它们可能深入多深。
UT的类型很多,包括相控阵,直光束,成角度的光束,飞行时间衍射(TOFD)和导波。相控阵和TOFD是最常见和最受信任的。UT的多功能性和效率为全球NDT的增长做出了巨大贡献。
超声波测试的好处
速度。可靠性。多功能性。原因是这是最常用的方法之一。与某些其他方法不同,UT是便携式的,可以进入地下,穿透密集或较大的物体,以发现肉眼看不见并被其他类型的测试隐藏的缺陷。它是体积检查的理想选择,可轻松处理复杂的几何形状。
当今的许多相控阵UT产品都可以提供实时创建的真实3D图像,以便立即获得结果。这使检查员可以通过观察屏幕来客观地分析物体的整个厚度。图像可以下载并共享给其他人。这使某人可以形象地看到检查对象,而不必亲自出现。
UT的另一个好处是能够记录检查结果并随时间进行比较。这使检查员可以了解不同的材料如何对不同的环境和压力做出反应。
超声波测试的缺点
尽管UT有许多好处,但需要考虑的一件事是:需要人工指导。换能器仍然需要人来执行。令人难以置信的准确结果部分是操作人员仅知道如何倾斜信号路径的结果。尽管获得全面覆盖很容易,但这仍然需要培训。
该系统的可靠性和易用性来自几台仪器,扫描仪,软件以及不同的探针和楔子。准确的3D结果需要一定程度的复杂性。
超声波测试与磁粉探伤:哪个适合您?
在过去的几年中,越来越多的行业开始改变其无损检测技术。例如,奥氏体不锈钢制造商已从射线照相转向了超声波照相。尽管许多技术都可以检测到缺陷,但并非所有技术都是一样的。就像在超声波测试,磁粉检查和涡流测试中一样,根据应用的不同,一种技术的效果可能会优于另一种。
在考虑哪种技术最适合您的需求时,关键是权衡利弊,检查预算,了解最准确的测试成本,然后做出决定。当准确性很重要时,无损检测测试更多的是投资而不是费用。它还可以防止停机,违规和潜在的安全隐患。



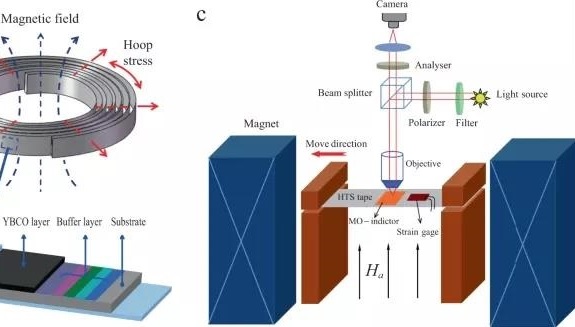
超导带材损伤演化检测技术获得突破