图1
低压转子反向次末级叶片共计94片,材质为0Cr17Ni4Cu4Nb合金,叶片叶根结构形式为枞树型,详见图2。
对低压转子叶片叶根进行检测前,用有机溶剂擦拭去除叶根表面油污。探头选用频率5MHz 6×6mm表面波探头,采用叶片端部棱边调节探头延时。检测灵敏度为无缺陷叶根端面反射回波调节到屏幕80%,后增益20dB。叶根表面状态为露出金属光泽,耦合剂采用凡士林,探头放置位置见图2(b),扫查方式为平行移动。
如发现反射回波,先用直尺确定反射波位置,后宏观检查表面是否是结构、划痕、污染物引起的反射回波信号,以排除非缺陷回波反射信号。
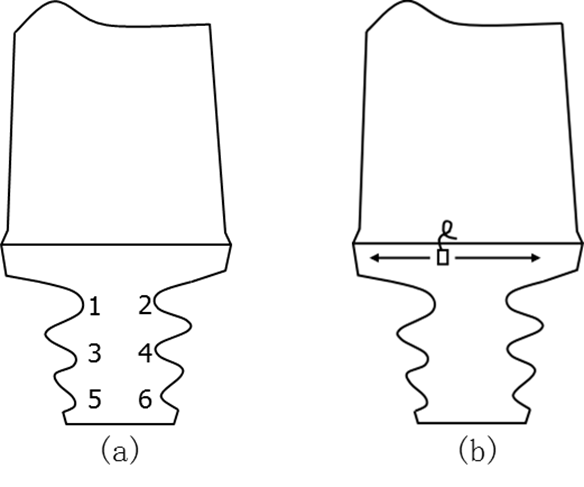
图2
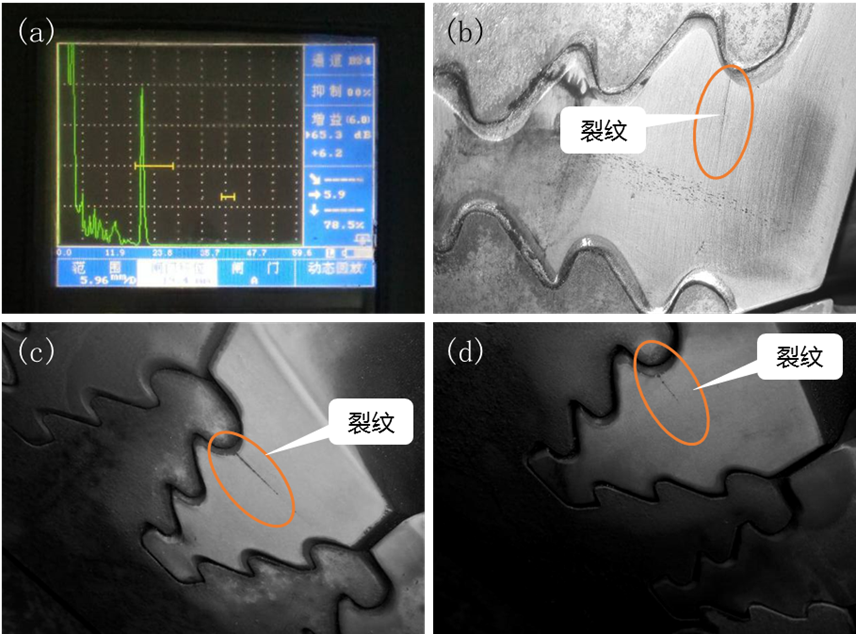
综合以上情况分析,叶片叶根裂纹从叶片枞树形叶根R角顶角偏上侧位置开始产生,重点检测部位应为此处。
采用超声波表面波检测对垂直于R角顶角的裂纹有较高检出率;采用磁粉检测、渗透检测辅助验证,可直观显示裂纹的形状、长度,以增加检测准确性。
叶片断裂会造成发电机组被迫停运,影响机组正常运行。预防性检查是消除设备隐患、确保机组安全运行的重要手段。采用超声波表面波检测叶片叶根,结合磁粉检测、渗透检测等表面检测辅助验证,对叶片叶根裂纹有较高检出准确率,是支持发电机组有效运行的一项重要检测技术。