
目前,我国风力机叶片制造企业通过购买设计专利和技术引进,已基本掌握了大型风力机叶片的制造技术。但在关键技术、原材料性能、质量控制等方面仍与国外存在差距,加之叶型构造、制作盲区及黏接部位的复杂性,导致多数叶片在安装前或运行过程中出现各类不同程度的损坏,因此风力机叶片的质量仍存在较大隐患。目前,欧洲各国已制定了相应的叶片检测标准及认证体系,在风力机叶片检测领域已进行了多种实践和探索,累积了丰富的经验。
由于风力机叶片的复合材料性能及结构具有特殊性,如果使用机械方法进行检测,将导致风力机叶片内部或外表面的微观受损,因此采用无损检测技术对风力机叶片进行缺陷检测,可明显降低风力机叶片在运行过程中失效的可能性。
1常见质量缺陷及产生原因
对风力机叶片缺陷产生原因进行有效分析,可有针对性地制定预防方案及增加检测方法,以减小缺陷产生的概率,使风力机叶片质量及性能满足运行要求。风力机叶片由复合材料制作而成,为薄壳型结构,其包括根部、外壳和加强筋或大梁3个部分。叶片缺陷类型主要包括铺层过程中纤维方向误差、缺层、发白分层、玻纤搭接不足或过多、富脂或贫脂、孔隙、夹杂、黏接处缺胶、表面磨损或划伤等,其中黏接处缺胶的缺陷最为常见。在风力机叶片制作、安装和运行过程中各缺陷互相影响或诱发产生。风力机叶片缺陷产生的主要原因有:制造、包装、运输、安装和运行等过程中对叶片的损伤;运行过程中,叶片因长期受交变载荷作用而产生微观不可见缺陷,从而引发疲劳受损,出现玻璃钢发白分层、黏接处开裂等;环境气候多变,造成玻璃钢老化,从而导致玻璃钢材料断裂。2无损检测技术及其应用
风力机叶片无损检测方法主要包括目视法、敲击法、X射线检测法、闪光灯激励红外热成像检测法、超声波检测法、微波检测法、激光散斑检测法及微磁检测法等。
目视法
通过肉眼或借助放大镜等工具观测风力机叶片外表面及内腔可达区域表面的缺陷,其被广泛地应用于叶片制造和运行缺陷检测。
在叶片树脂灌注固化后以及合模前,通过目视可检测到干纤维、鼓包、裂纹、气泡、划伤等较明显的表面缺陷。但是,在叶片制作过程中,如合模及表面喷漆后,目视法仅限于内腔可到达区域及叶片表面油漆缺陷检测,存在较多局限性。敲击法
常用于风力机叶片制作过程的检测,其利用小锤、钢尺等硬物敲击叶片黏接区域,判断是否存在黏接空洞。
但是,当声音无明显差别时,会造成缺陷无法判定或漏判。该检测法仅对检测较大的缺胶缺陷有效,由于在敲击过程中有可能造成叶片表面微观损伤,因此对环境及检测经验要求较高。X射线检测法
X射线检测法为射线实时成像检测(RTR)技术,在复合材料检测领域得到了广泛应用,其检测原理如图1所示。
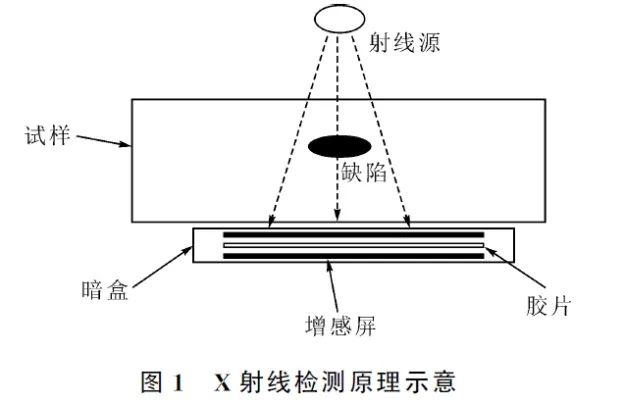
X射线检测技术可用于检测缺胶空洞、夹杂、垂直于玻璃钢表面的裂纹、富脂、部分褶皱等风力机叶片常见缺陷,在判断叶片缺胶空洞及夹杂等体积型缺陷方面优势明显。
但是,对叶片分层和平行玻璃钢表面的裂纹等缺陷检测仍存在一定的局限性,且存在检测设备庞大、检测时间较长、射线对人体有害等问题。
闪光灯激励红外热像法闪光灯激励红外热像法为红外热波检测技术的一种,其采用闪光灯脉冲方式对被测物体表面进行加热,再利用红外热像仪对受激励前后的被测物体表面温度场变化及其分布进行探测和记录。
由于被测物体内部存在结构变化或缺陷,因此物体各区域表面温度在冷却过程将产生响应变化,通过对温度变化过程进行数据记录、分析及处理,确认被测物体内部结构信息,从而确定被测物体是否存在缺陷。高能闪光灯热波检测原理如图2所示。
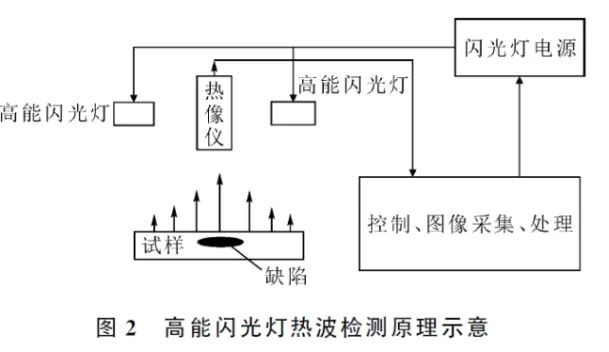
该检测技术对于检测复合材料内部分层及黏接缺胶缺陷可行,具有检测速度快、非接触性、数据显示直观且可追溯、可以进行表面定位检测等优点,其也可对正在运行中的复合材料设备进行在线检测。
超声波检测法
超声波检测法主要分为脉冲反射法、共振法、反射板法及阻抗法等,工程应用领域多采用脉冲反射式超声波探伤仪。
如果材料内部存在缺陷,则会造成材料内部结构不连续,使得材料各部分声阻抗不一致,脉冲反射法则利用超声波在各种不同声阻抗介质交界面上产生的反射检测材料内部的缺陷。反射波能量与介质的声阻抗、交界面的大小及方向有关,所以可通过检测反射波能量,确定材料内部缺陷。超声波检测原理如图3所示。由于超声波检测技术具有指向性好、能量大、穿透力较强等特性,一些国内制造企业将其用于检测叶片分层、腹板与壳体及前后缘黏接缺胶、裂纹及夹杂等缺陷,并可对黏接胶厚度进行有效测量。
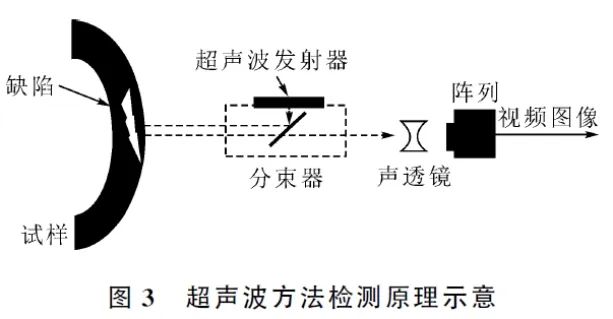
但是,由于超声波探伤仪以反射脉冲形式输出,需要结合材料、部位、制造工艺以及生产过程中的缺陷类型,才能初步预判缺陷,因此超声波检测技术仍难以对缺陷性质做出判断,该方法在叶片缺陷检测的应用仍未普及。
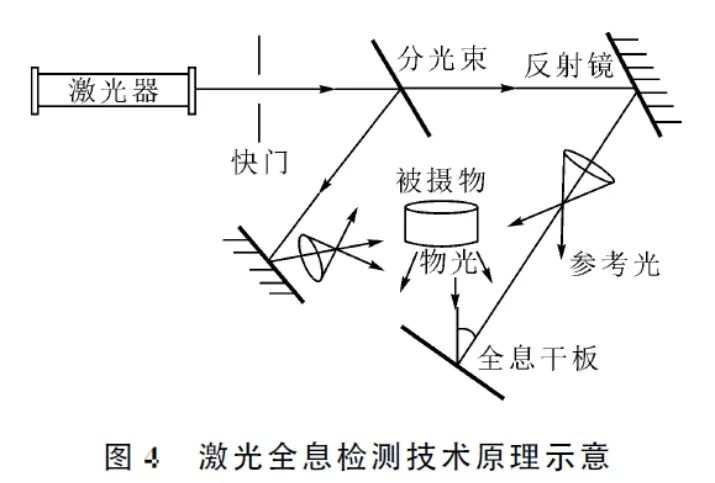
激光全息检测法激光全息检测技术利用激光干涉原理,在外部载荷作用下使物体发生变形,通过激光呈现内部变形位移判断物体内部的缺陷。
该检测方法是将被测物体加载后,在外载荷作用下,使物体表面发生位移,表面轮廓随之发生变化,从而获取的物体全息图条纹发生变化,通过条纹间距计算出表面位移量。
由于物体形状各异,在相同外载荷作用下,各处位移量不同,因此造成干涉条纹形状及间距不同。当物体内部无缺陷时,全息图上的干涉条纹呈现宏观、连续条纹且与物体表面轮廓变化相同。当被测物体内部存在缺陷时,在外载荷作用下,缺陷对应位置的干涉条纹位移量及间距与加载前不一致。
激光全息检测技术通过激光照射成像可观测到缺陷形状及间距变化,对缺陷程度及位置进行判断。其检测原理如图4所示。
微磁检测法是建立在稳定“地磁场”理论基础上的一种新型无损检测技术。在稳定“地磁场”状态下,材料缺陷会引起稳定磁场的变化。
当材料内部不存在缺陷时,磁感应线在材料内部均匀分布,且方向与材料表面平行,无磁感应线弯曲泄漏到材料外部的情况,即材料表面磁场稳定。当材料内部存在不连续缺陷时,其磁导率会发生变化,平行的磁感线发生突变,在材料外部泄漏,通过磁敏传感器可以检测到磁异常信号,并且根据材料内部缺陷特征及性质对信号进行分析和判定。根据检测原理(图5),该技术可以对复合材料内部的裂纹、气孔、疏松等缺陷信号进行判定,对缺陷进行定性分析。
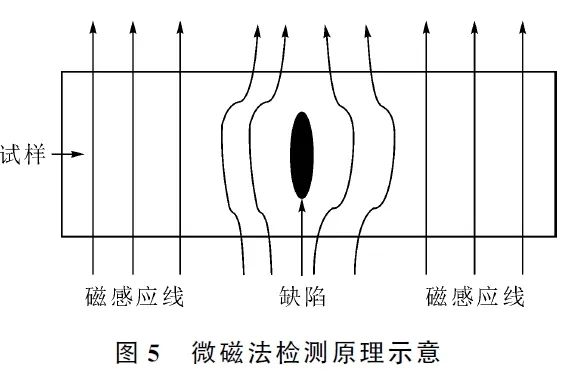
对纤维增强复合材料缺陷检测技术的研究结果表明,微磁检测技术不但可以对材料内部缺陷进行定性分析,而且还可以通过分析信号数据范围,对缺陷位置进行准确定位。
风力机叶片的纤维增强复合材料为非磁性材料,常规的漏磁检测方法不能使用。
3几种无损检测技术对比分析
上述几种无损检测技术的应用均与材料类型、产品制造工艺、各区域壁厚、使用环境等因素密切相关。
由于风力机叶片特殊的结构及工艺制作方式,单一的无损检测技术已无法满足对叶片各类缺陷检测的要求。根据生产环节及缺陷类别,可选择多种无损检测技术进行综合检测。
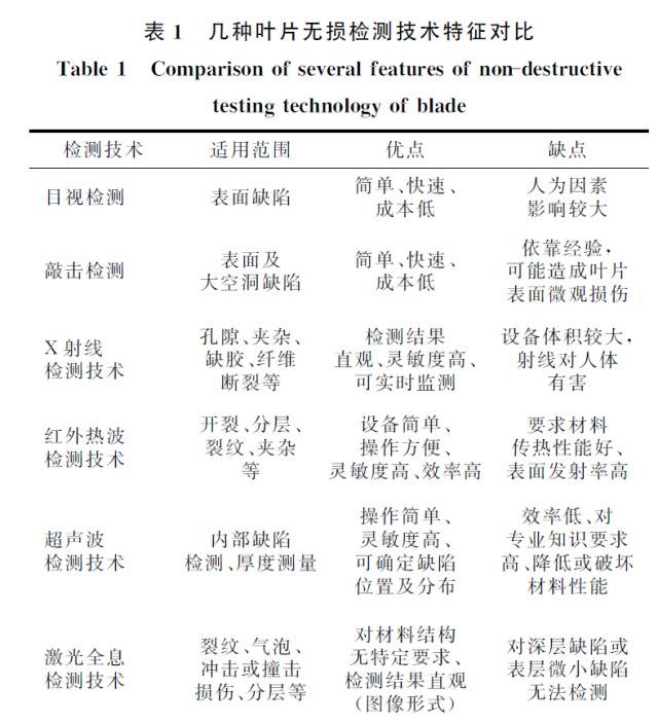
另外,无损检测技术的选取还应考虑成本、工作效率、仪器的适用性等因素。对几种无损检测技术的特征对比见表1。
由于风力机叶片在运行过程中,工作载荷存在多样性,材料基体性能呈分散性,因此难以判断叶片出现缺陷或损伤的部位。在其服役过程中,如果缺陷可被目视检测出,则损伤程度非常大,修复难度较大,甚至无法修复。如对于海上风力机,其叶片价格、检测及维护成本均比较高,所以对运行中的叶片进行动态监测,及时发现缺陷,对缺陷修复及运行寿命都非常重要。
通过对比可知,对各种无损检测方法的应用有助于全面收集并积累缺陷检测数据,通过对数据的分析及整理,我们能够更深入了解缺陷成像原理,建立缺陷判定数据库。
在风力机叶片运行过程中,可通过数据及图像全面准确检测缺陷。通过声发射等检测设备收集缺陷信息后,比对数据库,可及时定位缺陷叶片及其缺陷位置,并及时修复缺陷,以保证运行叶片的质量。对无损检测技术的探索和研究将对动态监测风力机叶片状态、保证风力发电机组的安全运行具有重要意义。
4结语
风力发电机组的风力机叶片在生产、运输、安装、运行过程中会出现多种类型缺陷。各种无损检测技术均可有效地对风力机叶片存在的缺陷进行检测;采用多种无损检测相结合的方式对风力机叶片各环节进行监控,可以更加有效地降低缺陷引起的质量隐患,不仅可对缺陷进行确定,而且可为全面提高叶片质量以及对其动态监测技术的发展提供数据积累和支持。
虽然目前动态无损检测方法尚处于试验研究阶段,推广应用还需要很长时间,但研究的不断深入,动态无损检测技术将被更广泛地关注,必将成为大型风电机组的风力机叶片质量监控的重要手段。








