测试设备:上位机、A/D、D/A转换器,ATA-4315高压放大器、灯丝、对中线圈、消像散线圈、主聚焦线圈、辅助聚焦线圈、偏转线圈、板材箱、基板、升降台、二次电子探测板等。
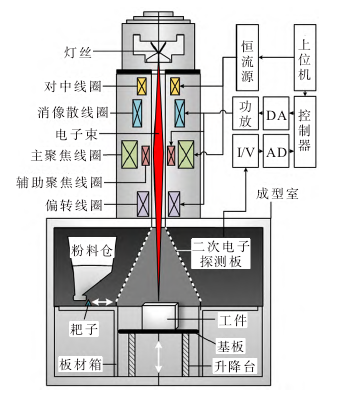
图:电子束增材制造设备控制系统
实验过程:
电子束3D打印设备光柱体及控制系统结构如上图所示。所使用的线圈均为磁线圈。电子束由灯丝引出,在各线圈的磁场作用下,聚焦、偏转,最终会聚于工件表面。其中,主聚焦线圈电感较大,采用恒流源进行控制。动态调节部分由电感小得多的空心辅助聚焦线圈完成,控制器接受上位机的指令,控制电子束按预设轨迹扫描,在改变电子束位置的同时,查询聚焦消像散校正表,动态调节通入辅助聚焦线圈、消像散线圈的电流,达到动态聚焦、消像散的目的。二次电子探测板收集反射电子,用以成像,其图像清晰度可以反映束板的质量。
在电子光学领域,像差理论常用于分析电子在电场和磁场中的运动轨迹,实际运动轨迹和高斯轨迹的偏差,即为像差,按照类别可分为球差、慧差、场曲(散焦)、像散、畸变、色差。实际上,3D打印设备的电子束都在百微米量级,应考虑散焦和像散等对束径影响较大的低阶像差。散焦和像散的表达式如下:
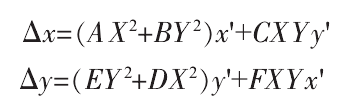
图:散焦和像散的表达式
由此式可知,散焦和像散受到偏转距离和方向的影响,无偏转时,没有散焦和像散,此时束斑质量最佳,当电子束偏转时,散焦和像散大小随偏转位置而改变。因此需要对不同位置的电子束进行校正。
实验结果:
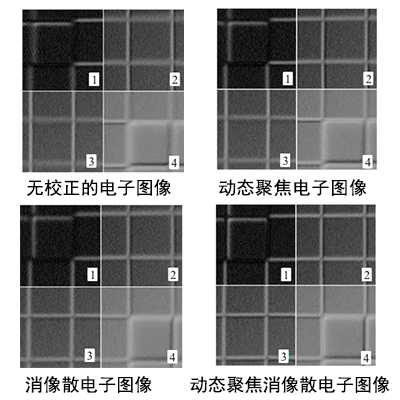
图:实验对比图像
(1)采用动态聚焦、消像散控制技术能够有效地提高束斑质量,校准后,电子束增材制造设备可以实现12°以内清晰成像,成功将图像EOG值由0.81提高至1。大偏转角下,电子束受到像散像差的影响,形状发生畸变,因此电子图像会在某一方向获得很高的分辨率,但在其他方向上较为模糊。消像散之后,电子图像各方向清晰度一致,束斑形状得到改善。
(2)动态聚焦无法有效改善束斑形状,但可以减小束斑直径,增强电子图像某一方向的清晰度。
安泰ATA-4315高压放大器:
图:ATA-4315高压放大器指标参数
本文实验素材由西安安泰电子整理发布。Aigtek已经成为在业界拥有广泛产品线,且具有相当规模的仪器设备供应商,样机都支持免费试用。