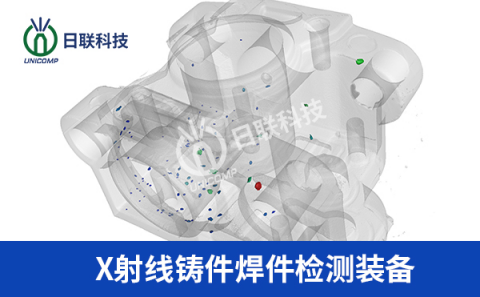
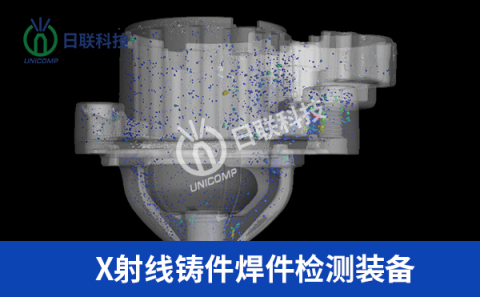
利用X射线微计算机断层扫描技术检测铸件内部的清晰视图,并根据孔缺陷的体积形式进行着色分类。该技术可以快速进行无损分析,大大降低了检测时间和成本。X扫描射线计算机断层(Computedtomography,CT)该技术能够准确测量和建模气孔缺陷和疲劳裂纹。在检测图像中,铸件外表面透明,孔隙缺陷部分呈颗粒状。
CT实验结果表明,投影数量对尺寸准确性起着重要作用。环形铸件的尺寸精度测量方法主要通过长度和角度表示关键坐标点的先验信息,并将极坐标引入确定性定位偏差分析算法CT重建铸件的外观尺寸和壁厚。减少了信息处理和误差分解的步骤,使计算过程更加简单。
三维学习缺陷自动识别方法采用形式闭操作和模板匹配方法提取缺陷候选区域,然后基于局部匹配方法生成准确的缺陷分割代码,最后计算29个特征,包括几何特征和灰度共生矩阵纹理,使用快速随机森林分类器对候选区域进行无缺陷或无缺陷分类。该系统在31个工业铸件中CT在扫描图像上测试了49个气孔缺陷,精度高达94%。合理分配硬件资源,提高生产线整体效率,X射线计算机断层扫描重建与图像处理的集成。图像处理步骤结束后,对汽车铝铸件中潜在缺陷区域进行高分辨率层分析成像,对其他铸件区域进行低分辨率重建。该方法能快速完成全铸件的缺陷检测,满足铸件生产周期的要求CT检测技术贴近工业现实。
在X射线三维成像技术主要针对CT优化扫描时间,因为铸造厂只需要知道铸件是否有致命缺陷,就足以筛选,所以缺陷重建的质量是次要的。然而,随着精密铸件的普及,铸件尺寸公差有更严格的验收标准,因此未来X射线三维成像将向三个方面发展:全尺寸、高精度、高时效性。