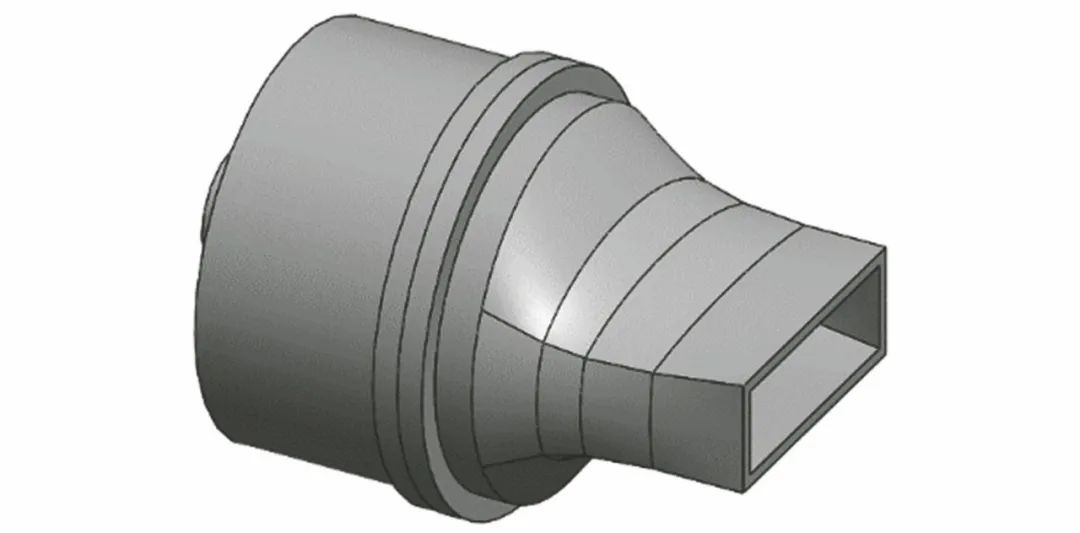
应堆压力容器接管与主管道之间的连接过渡段,是反应堆冷却剂压力边界的重要组成部分。安全端两侧存在两道焊缝,即安全端与接管之间的焊缝和安全端与主管道之间的焊缝,某类型压力容器接管剖面图如图1所示。安全端焊缝靠近堆芯活性区,在核电站运行中要承受高温、高压、高辐射的交变复杂应力和腐蚀,故该两道焊缝的质量对于保障一回路系统的完整性至关重要。
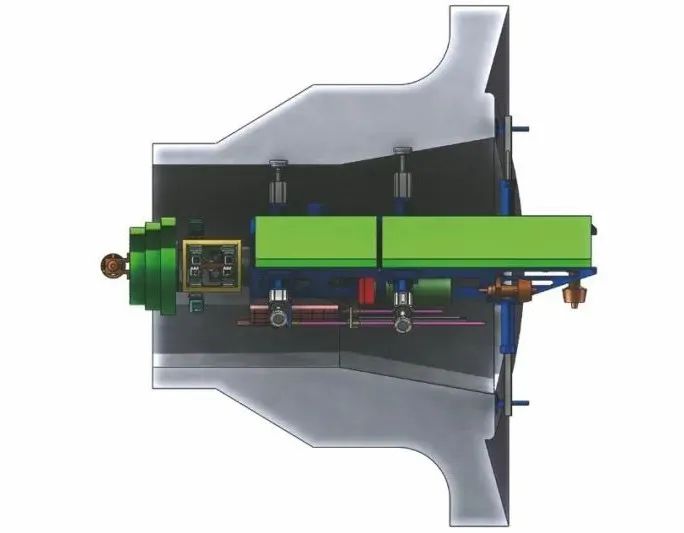
图1 某类型压力容器接管剖面图
根据国外核电站运行经验反馈,该焊缝检查频度一般高于标准规范要求,为3~4个换料周期,而目前国内对该焊缝的检测主要通过反应堆压力容器十年大修来完成,由于设备庞大,检测周期长,操作较为复杂。为了灵活方便地对接管安全端焊缝进行不定期检测,提高工作效率,需研制体积小,操作方便的专用检测装置。
为此,国核电站运行服务技术有限公司的技术人员研制了一种新型自动检测装置样机,该装置能够实现反应堆压力容器安全端焊缝的自动扫查。
检测装置结构设计
为了完成焊缝检测,检测装置结构应能实现正确安装、可靠定位、自动扫查等功能。新设计的检测装置的突出特点有自动轴向定位、探头与待检区域恒力贴合、一次安装完成所有扫查等。
下面以检测装置的定位机构、轴向和周向运动机构、探头校验机构和辅助机构这4个主要组成机构为重点,介绍检测装置的设计思路和工作特点,检测装置结构如图2所示。
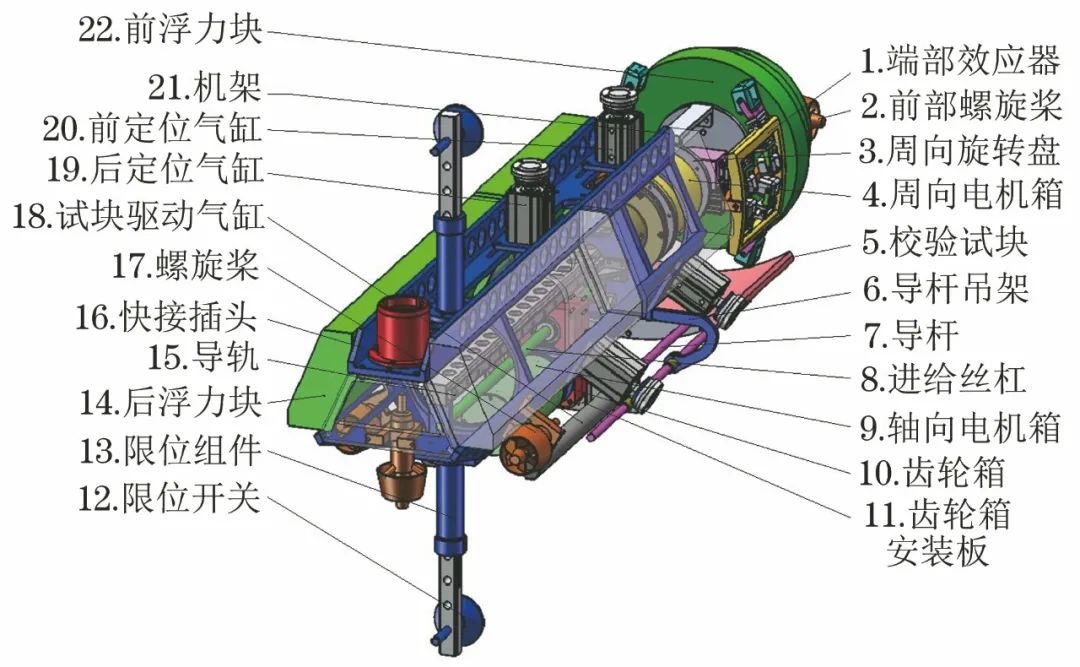
图2 检测装置结构示意
定位机构设计
检测装置相对于接管的定位和压紧
理想状态下,检测装置悬浮在接管中。在轴向进给的过程中,由于前浮力块的不断前移,检测装置的重心在不断变化,这部分不平衡力矩也需要由气缸产生的压紧力组合吸收。端部效应器处于不同位置的受力简图如图3所示。

图3 端部效应器处于不同位置的受力简图
图3中F1,F2分别为检测装置尾部浮力块和头部浮力块产生的浮力,G为检测装置减去本体浮力后的重力。根据平面力系的任意平衡方程得F2=165 N。当端部效应器处于极限位置时,F2向前移动了X3的距离即检测装置轴向行程。重心向右移动了X4的距离(X4
ΔM=F2×X3=F3·L (1)
式中:L为两组气缸中心线之间的距离;F3为每组单个气缸产生的压紧力。
将L=0.485 m,F2=165 N,X3=0.4 m代入式(1),可知F3=136 N时可保证定位压紧的可靠性。
选用大缸径夹紧气缸,其出力大,夹紧较为可靠,同时可避免检测过程中探头伸缩和旋转带来的惯性力导致的检测装置机架震动,影响检测精度。
单个气缸定位压紧力F为:
F=ΔPS=(P1-P2)S (2)
式中:F为单个气缸定位压紧力;S为气缸活塞面积;ΔP为高低压回路压力差;P1为高压回路压力;P2为低压回路压力。
考虑到检测设备在水中工作时可能会有水进入电机或气缸中,影响执行机构的工作,故采用动密封内部压缩空气保压的方式保证执行部件运动的可靠性。设定检测装置工作水深为20 m,则该位置产生的水压为:
P水=ρgh=196 kPa (3)
低压回路具有保压防水的作用,故其压力必须大于P水。为留有一定的余量,分析中设P1=600 kPa,P2=300 kPa,S=3.16×10-3 m2。代入式(2)中得F=934.7 N»F3,考虑到检测装置安装时接近悬浮,并无重力需要抵消,故F可以吸收因端部效应器伸缩产生的附加力偶矩。
夹紧气缸末端采用的是尼龙垫,尼龙与接管之间的摩擦系数取0.5,则两组6个气缸产生的摩擦力Ff=6×F×0.5=2 804.1 N。Ff主要用来抵消端部效应器运动过程中产生的动态惯性力和探头与待检区域间的摩擦力,因为端部效应器旋转速度和进给速度缓慢,所以动态惯性力和摩擦力很小,Ff可以保证检测装置在接管中的位置固定。经试验验证,选用P1=600 kPa,P2=300 kPa是合理的。
端部效应器相对于检测装置的定位和压紧
端部效应器需要实现两个动作,轴向进给和周向旋转。为确保焊缝缺陷检出后,检测探头能准确找到缺陷位置并进行定量检测,需要给端部效应器在轴向和周向上分别设立一个零点。轴向零点的确定是通过安装在检测装置前端的霍尔传感器确定的;旋转电机组件上安装有另一霍尔传感器,用来确定端部效应器的周向零点。设备通电后需首先确定零点位置。
端部效应器安装在双导杆气缸上,探头安装在端部效应器上。由于检测过程中需要保持探头与待检焊缝区域贴合,需有一定的力作用于端部效应器上。笔者采用气缸的压紧力来实现该效果,并保证该力为恒力,详细作用原理参见下文中电气比例阀工作原理。
轴向和周向运动机构
如图2所示,轴向进给电机安装在检测装置的下部,通过齿轮箱换向驱动丝杠螺母副转动,带动丝杠前后运动。丝杠与导轨在两端联结为一体,整个周向旋转装置都安装在丝杠导轨联结体的末端。轴向进给电机与减速器安装在电机箱内,电机轴输出端与齿轮箱输入端通过特制联轴器连接。齿轮箱上下箱体之间的密封靠箱体凸缘异型槽中塞入O型密封条压紧实现。齿轮箱输出轴安装有两个反装的唇形密封圈,防止水进入齿轮箱。为保证齿轮箱及电机可靠工作,往电机箱中引入压缩空气,并通过电机箱与齿轮箱之间的间隙进入齿轮箱,起到电机箱与齿轮箱双重防水的作用。
周向旋转电机与减速器安装在周向旋转电机箱内,采用行星齿轮减速器,以提高减速比,降低端部效应器的扫查速度。电机轴通过联轴器同旋转盘相连,旋转盘上安装有气缸。工作时,旋转盘带动气缸和端部效应器旋转,实现自动扫查。由于旋转盘与周向电机箱之间存在相对运动,需要动密封以保证电机箱不进水。笔者采用双O型密封圈动密封,同时在电机箱内通入压力大于水深压力的压缩空气,保证电机箱的防水性。为提高检测质量,减少安装和调试时间,保证检测数据真实可靠,选用伺服电机作为周向和轴向进给电机。伺服电机优点为响应速度快,无爬行,且电机刚度好,定位准确。
探头校验机构
探头校验试块的设计要满足端部效应器在轴向和周向有一定的活动空间,以适应端部效应器上所有探头的校验。鉴于探头校验是在每次检测开始前和每次检测结束后进行的,校验频度较高,故设计校验机构位于检测装置正下方。需要校验时,通过远程控制和视频监控完成在线校验。校验机构如图2所示,探头校验过程流程图如图4所示。
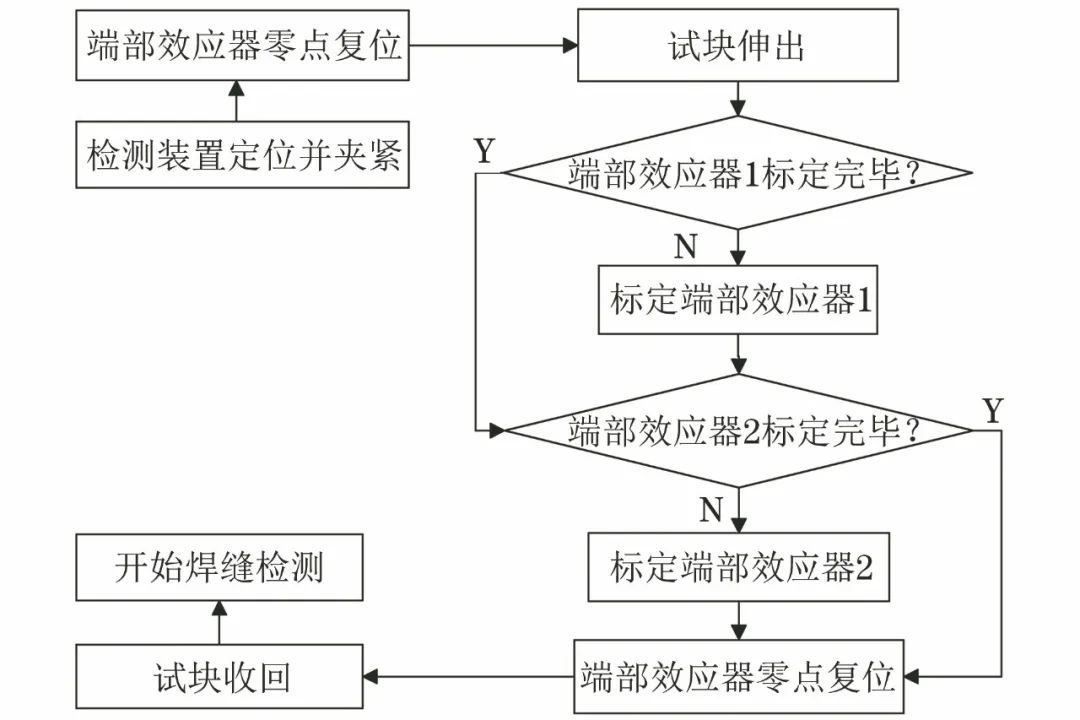
图4 探头校验过程流程图
由于待测接管孔径范围较大,尤其是在接管内径较小时,在保证满足校验要求前提下,试块进入接管的难度大。因此笔者采用长气缸驱动,避免了采用丝杠驱动的庞大体积。试块采用6点支撑,分别为齿轮箱安装板上4点,导杆吊架上2点,保证试块伸出时校验机构刚度满足校验需求,同时减少试块前部挠曲变形对校验精度的影响。
辅助机构
浮力块装置
检测装置共有7块浮力块,后部4块,前部3块。加装浮力块的目的是使检测装置在水中时基本处于悬浮状态,驱动螺旋桨只需要很小的力即可推动装置上下移动。浮力块装置可以微调,其内部被分割为不同体积的小腔体,腔体内填充泡沫。当需要调整检测装置在水中的平衡角度时,只需增加或去除小腔体内的泡沫即可。
螺旋桨驱动机构
由图2所示,检测装置共有4个螺旋桨。三个安装在检测装置尾部,其中两个水平,一个竖直;一个安装在检测装置头部,端部效应器周向零位时竖直。通过控制两个水平螺旋桨、两个竖直螺旋桨的转速及转向可以实现检测装置四个自由度的运动(见图5)。

图5 检测装置的四个自由度
端部效应器机构
检测装置共有两个端部效应器,其中端部效应器1用于缺陷的检出,端部效应器2用于缺陷的定量。端部效应器1不仅安装有超声探头,还安装有涡流探头。涡流探头用来定位待检焊缝轴向位置,进而确定扫查的初始位置,提高扫查效率。因为一次携带了缺陷检出和缺陷定量两个端部效应器进入接管内部,所以可一次完成焊缝缺陷检测的所有工作,有效地避免了单个端部效应器二次进入接管时的重复定位误差问题。
手动送入机构
如图2所示,检测装置尾部安装有快接接头。当螺旋桨出现故障装置不能自动进入接管时,可将长柄工具与快接接头相连,操作人员站在移动台架上,通过水下电视监控把检测装置送入接管内部。
气路设计
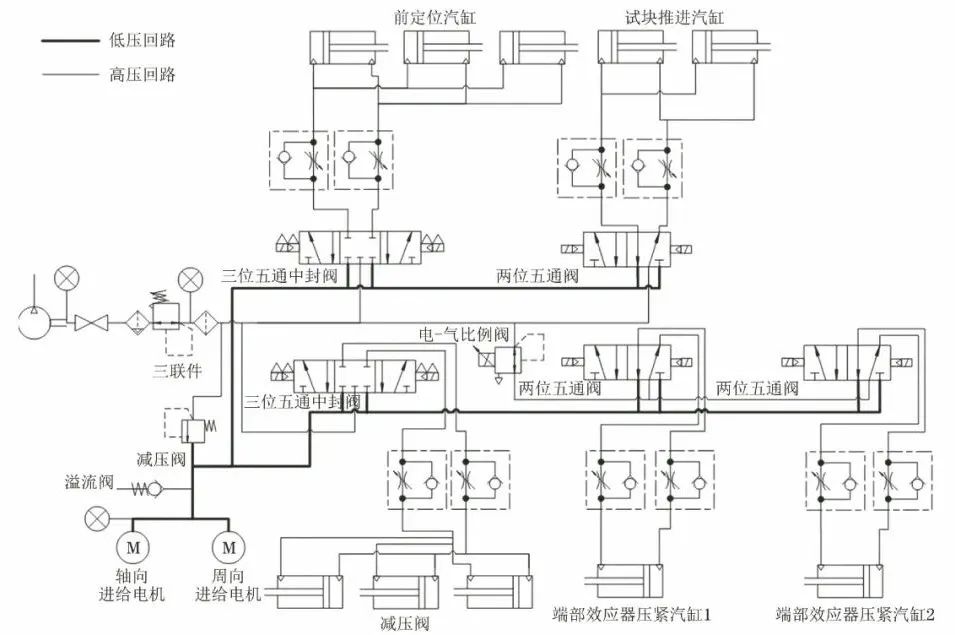
图6 气路设计原理示意
气路设计原理如上图所示。其低压回路主要用于保压,高压回路主要用于驱动。所有气缸工作于差压状态,在工作的任意时刻,气缸的两侧都有压力,保证水不会通过气缸的动密封进入气缸内部,导致气缸失效。同时,低压回路还与电机箱相通,保证电机在水下工作时的可靠性。气路中共设置3个气压表,主要目的分别为监测气源输出压力、驱动压力和保压压力,气压表安装在控制柜面板上。考虑到气缸动作时的排气问题,低压气路中增加了一个溢流阀,溢流阀的溢流压力与低压气路压力一致,溢流阀的主要作用是增加低压回路的排气流量。
前夹紧气缸和后夹紧气缸的控制气路中选用的是三位五通中封阀,即使在断气的情况下,检测装置依然能够保持压紧力,检测装置相对于接管的位置不会发生改变。气缸两端的调速阀主要用来控制气缸进给或回退的速度,提高工作效率。电气比例阀主要是用来控制探头压紧气缸上的压紧力,通过计算机实现远程实时控制探头的压紧力,保证检测数据的真实性与可靠性。由于探头校验时两个端部效应器不能同时校验(以避免发生运动干涉),故每个端部效应器的伸缩气缸需要单独控制,可以用两个两位五通电磁阀实现。
控制系统
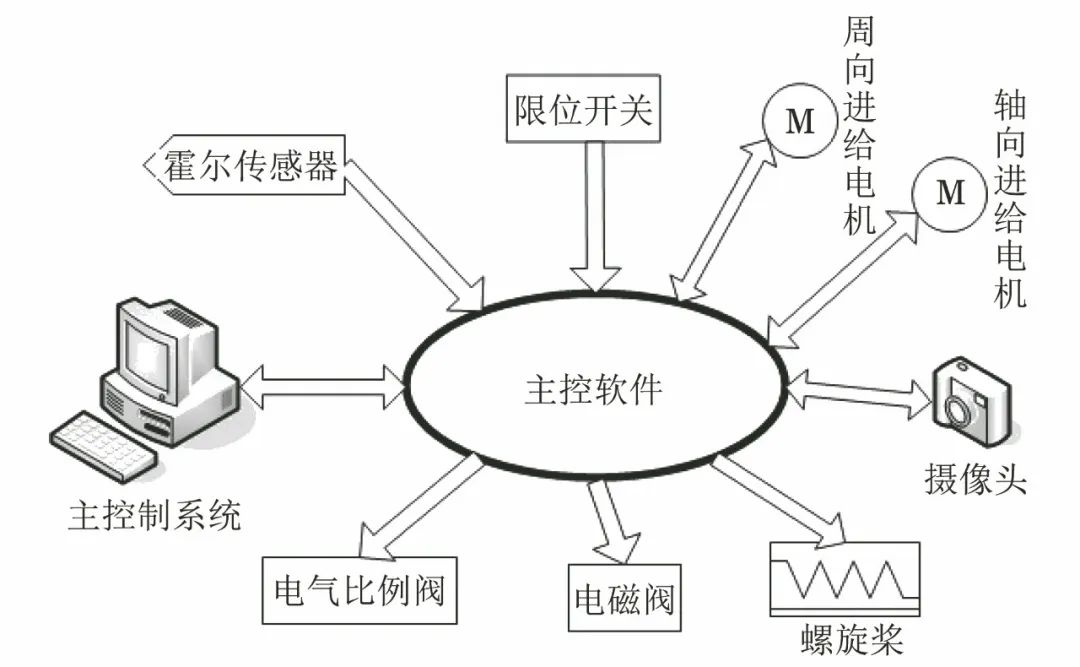
主控控制系统安装在集装箱内,现场安装完毕后,操作人员远程控制检测装置在接管内的动作。使用螺旋桨安装定位时,主控制系统向控制螺旋桨的电机发送指令,驱动螺旋桨将检测装置推入接管。当安装在检测装置上的两个限位开关同时触发时,主控系统打开夹紧气缸的电磁阀,完成定位。
检测装置机架上安装有两个霍尔传感器用来确定端部效应器的轴向零位和周向零位。扫查缺陷前,需首先对探头做校验记录,检查系统灵敏度。端部效应器上安装有一小型摄像头,可以观察到端部效应器气缸的伸缩状态,监测探头运动过程。在焊缝缺陷检测过程中,需要首先检出缺陷,而后再确定缺陷的大小即定量。缺陷检出过程中,检测装置的扫查速度很快,而缺陷定量过程中,检测装置的扫查速度很慢。为提高检测效率,节约检测时间,通过试验摸索,笔者确定了缺陷检出和定量最合理的运动参数,并内置到主控软件模块中。操作者只需点击缺陷检出模式或定量模式,检测装置会按照预定的最佳扫查速度运动。
检测试验
所研制的接管安全端焊缝缺陷检测装置样机实物如图8所示,主控制系统完成检测装置在接管外部及内部位姿调整动作,实现装置管内快速定位功能;检测过程中,通过预设缺陷检出与缺陷定量运动参数,能有效提高检测效率且保证检测质量。笔者通过检测试验验证了接管安全端焊缝缺陷检测装置缺陷检出工艺过程设置合理,运动过程及机械结构稳定可靠。
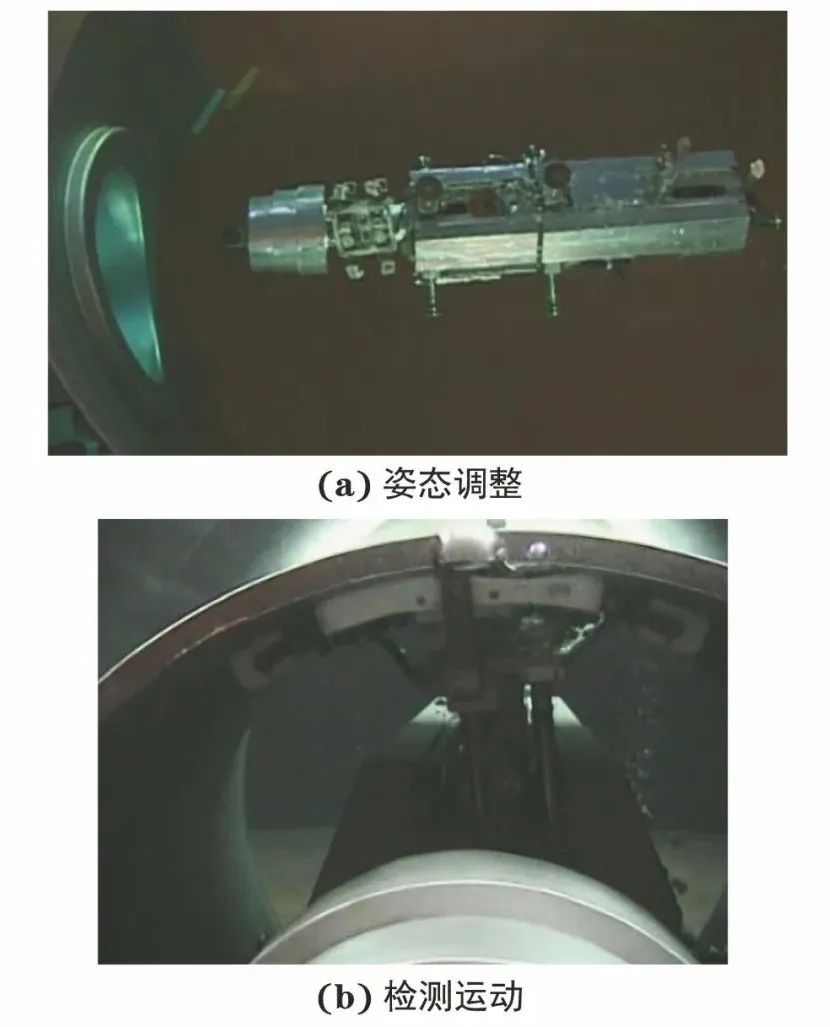
图8 接管安全端焊缝缺陷检测装置样机实物
结 语
新研制的轻便型接管安全端焊缝缺陷检测装置样机,为解决国内核电站该焊缝缺陷检测设备结构庞大、安装困难、操作复杂等问题提供了一定参考,有效提高了接管安全端焊缝缺陷的检测效率。
该设备可靠的定位机构,合理的校验机构,完善的周向和轴向运动机构可为同类设备结构设计提供参考。
该设备采用高压驱动低压保压的气路控制模式,有效降低了水下工作时驱动部件的故障率。